HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 182
156
6 Programación: Programación de contornos
6.5 Tip
o
s de tr
a
y
ect
o
ri
a – Coo
rden
a
das p
o
lar
e
s
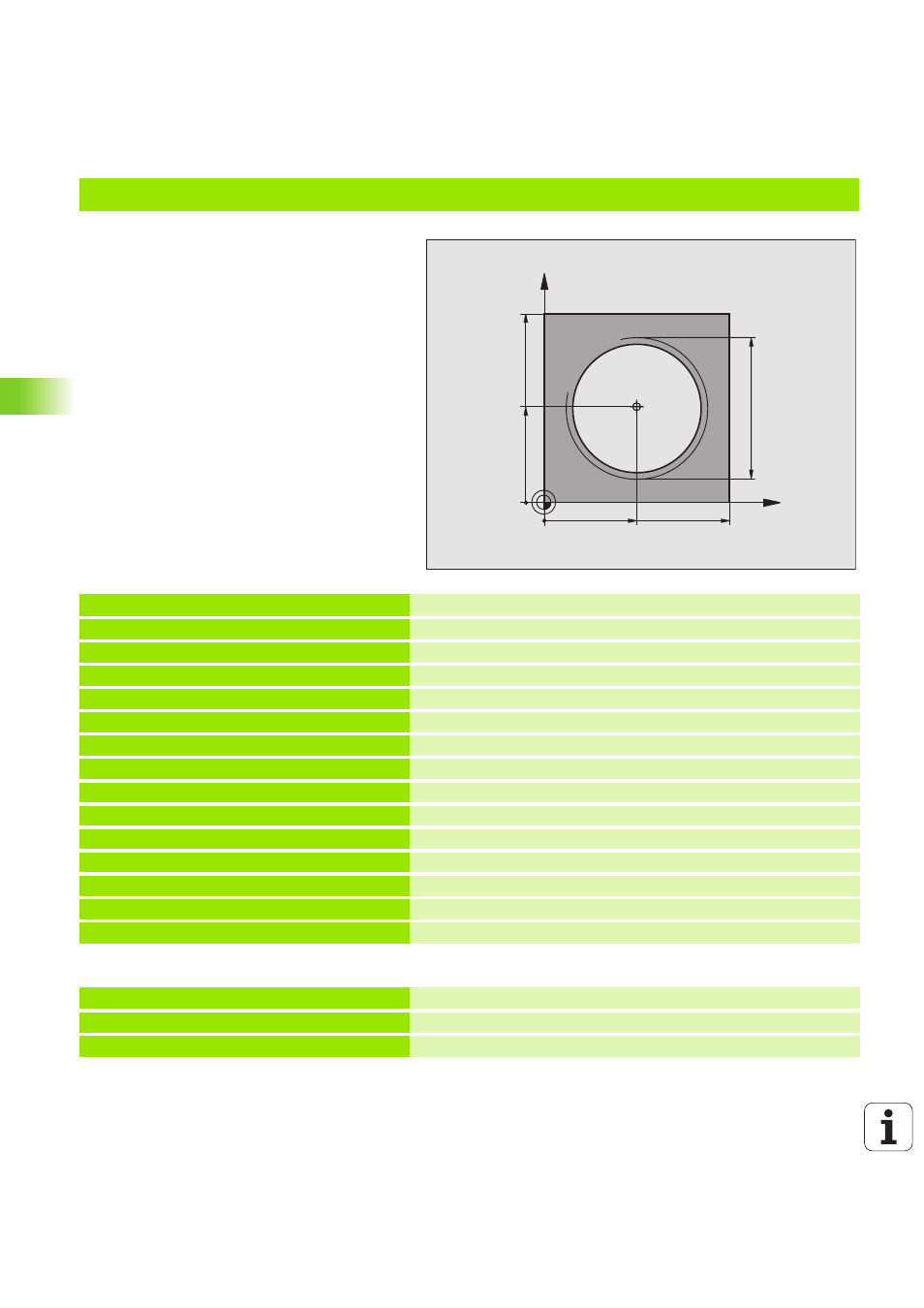
Si son más de 16 pasadas:
Ejemplo: Hélice
0 BEGIN PGM HELICE MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición del bloque
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+5
Definición de la herramienta
4 TOOL CALL 1 Z S1400
Llamada a la herramienta
5 L Z+250 R0 F MAX
Retirar la herramienta
6 L X+50 Y+50 R0 F MAX
Posicionamiento previo de la herramienta
7 CC
Aceptar la última posición programada como polo
8 L Z-12,75 R0 F1000 M3
Desplazamiento a la profundidad de mecanizado
9 APPR PCT PR+32 PA-180 CCA180 R+2
Llegada al contorno según un círculo
RL F100
tangente
10 CP IPA+3240 IZ+13,5 DR+ F200
Desplazamiento helicoidal
11 DEP CT CCA180 R+2
Salida del contorno según un círculo tangente
12 L Z+250 R0 F MAX M2
Retirar la herramienta, final del programa
13 END PGM HELICE MM
X
Y
50
50
CC
100
100
M64 x 1,5
...
8 L Z-12.75 R0 F1000
9 APPR PCT PR+32 PA-180 CCA180 R+2 RL F100