Nociones básicas sobre el fresado de rosca – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 262
236
8 Programación: Ciclos
8.3 Ciclos par
a el taladr
ado
, r
o
scad
o y fr
e
s
ad
o d
e r
o
scas
Nociones básicas sobre el fresado de rosca
Condiciones
n
La máquina debería estar equipada con un refrigerante interno del
cabezal (refrigerante mínimo 30 bar, presión mín. 6 bar)
n
Como, en el fresado de roscas, normalmente se producen daños en
el perfil de roscado, se precisan generalmente correcciones especí-
ficas de la hta., que se obtienen del catálogo de la herramienta o que
puede consultar al fabricante de herramientas. La corrección se rea-
liza en el TOOL CALL mediante el radio delta DR
n
Los ciclos 262, 263, 264 y 267 sólo pueden emplearse con herra-
mientas que giren a derechas. Para el ciclo 265 se pueden utilizar
herramientas que giren a derechas e izquierdas
n
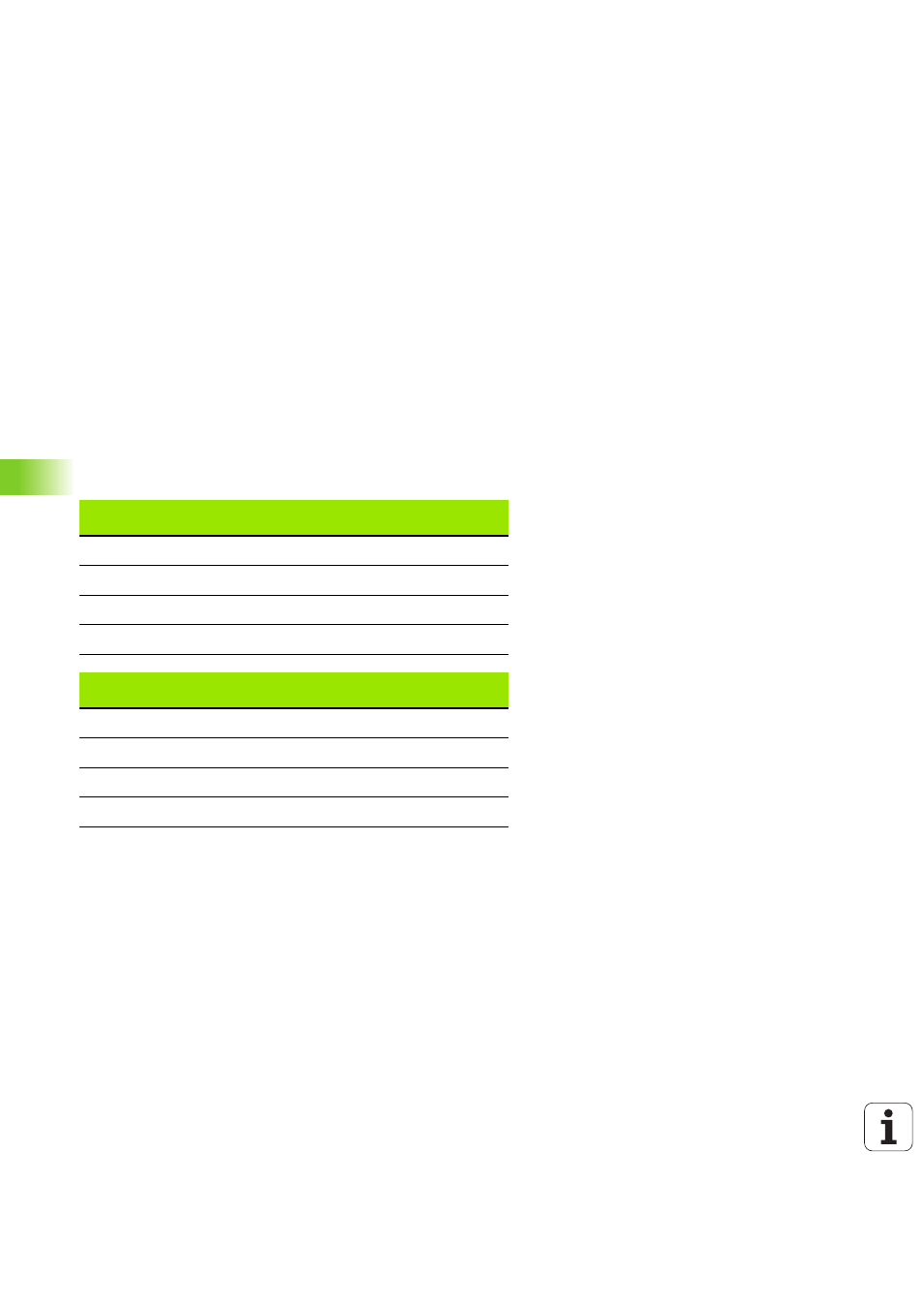
La dirección del mecanizado se determina mediante los siguientes
parámetros de introducción: Signo del paso de roscado Q239 (+ =
roscado a derechas /– = roscado a izquierdas) y tipo de fresado Q351
(+1 = sincronizado /–1 = a contramarcha). En base a la siguiente
tabla se puede ver la relación entre los parámetros de introducción
en las htas. que giran a derechas.
Roscado inter.
Paso
Tipo de
fresado
Dirección
a derechas
+
+1(RL)
Z+
a izquierdas
–
–1(RR)
Z+
a derechas
+
–1(RR)
Z–
a izquierdas
–
+1(RL)
Z–
Roscado
exterior
Paso
Tipo de
fresado
Dirección
a derechas
+
+1(RL)
Z–
a izquierdas
–
–1(RR)
Z–
a derechas
+
–1(RR)
Z+
a izquierdas
–
+1(RL)
Z+