HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 365
TNC 426, TNC 430 de HEIDENHAIN
339
8.8 Lo
s c
ic
los
par
a
la tr
as
lació
n
d
e
co
or
d
e
na
das
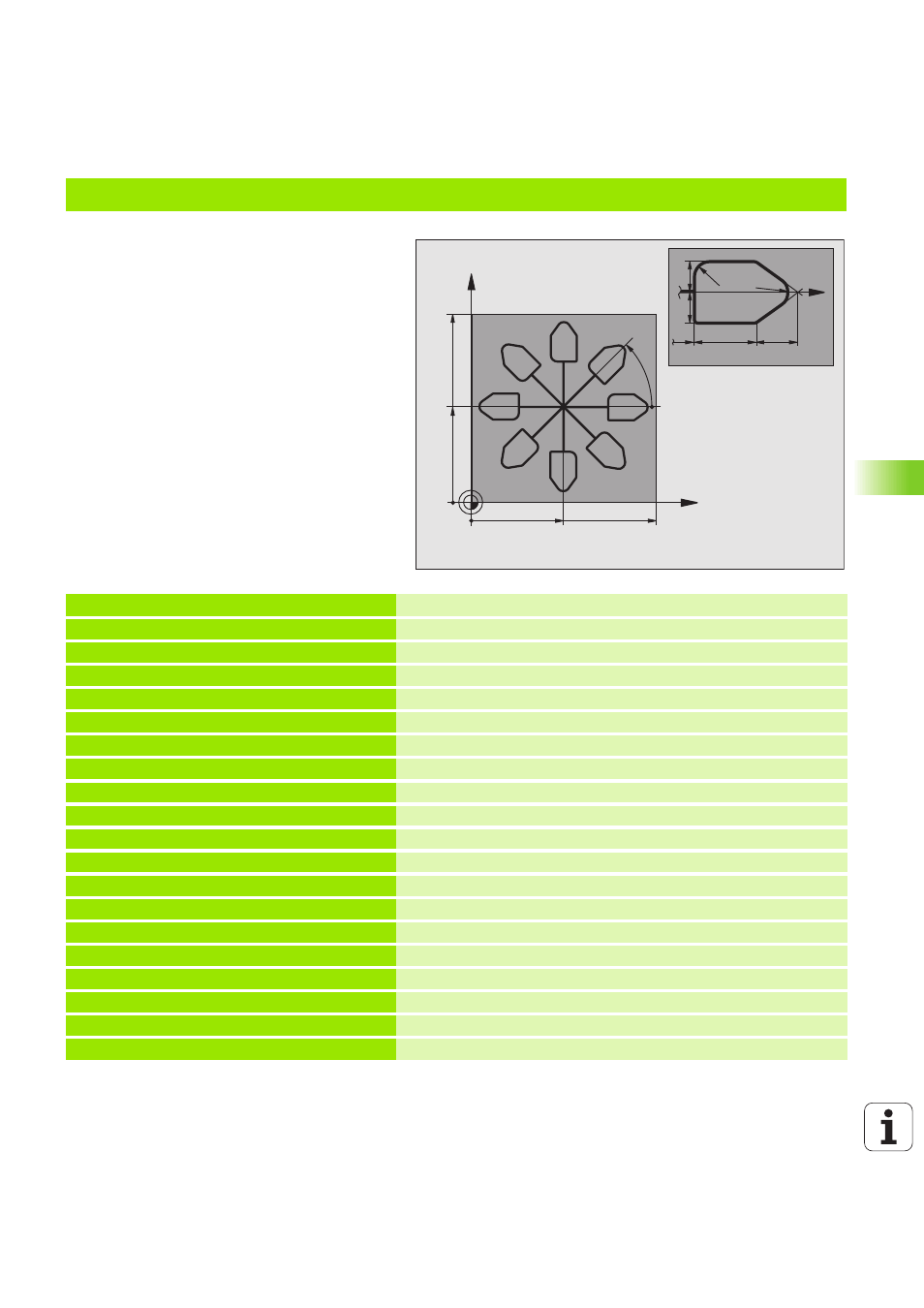
Ejemplo: Traslación de coordenadas
Desarrollo del programa
n
Traslación de coordenadas en el pgm principal
n
Mecanizado en el subprograma, véase „Sub-
programas”, página 347
0 BEGIN PGM KOUMR MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definición del bloque
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
Definición de la herramienta
4 TOOL CALL 1 Z S4500
Llamada a la herramienta
5 L Z+250 R0 F MAX
Retirar la herramienta
6 CYCL DEF 7.0 PUNTO CERO
Desplazamiento del punto cero al centro
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
Llamada al fresado
10 LBL 10
Fijar una marca para la repetición parcial del programa
11 CYCL DEF 10.0 GIRO
Giro a 45° en incremental
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
Llamada al fresado
14 CALL LBL 10 REP 6/6
Retroceso al LBL 10; en total seis veces
15 CYCL DEF 10.0 GIRO
Anular el giro
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 PUNTO CERO
anular el desplazamiento del punto cero
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10