2 subprogramas, Funcionamiento, Indicaciones sobre la programación – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 373: Programación de un subprograma, Llamada a un subprograma, 2 su bp ro g ramas 9.2 subprogramas
TNC 426, TNC 430 de HEIDENHAIN
347
9.2 Su
bp
ro
g
ramas
9.2 Subprogramas
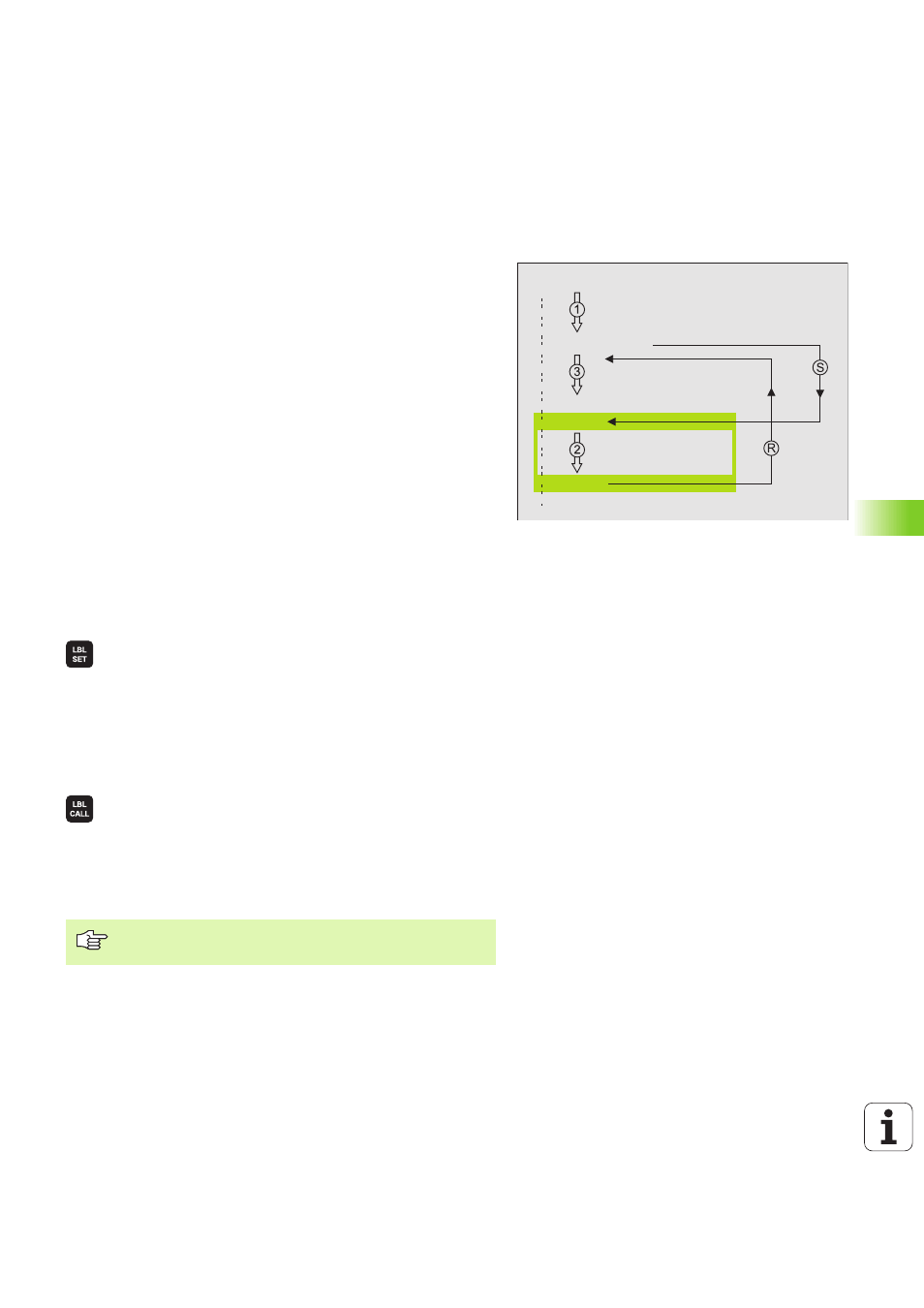
Funcionamiento
1
El TNC ejecuta el programa de mecanizado hasta la llamada a un
subprograma CALL LBL.
2
A partir de aquí el TNC ejecuta el subprograma llamado hasta el
final del subprograma LBL 0.
3
Después el TNC prosigue con el programa de mecanizado en la
frase siguiente a la llamada al subprograma CALL LBL
Indicaciones sobre la programación
n
Un programa principal puede contener hasta 254 subprogramas
n
Los subprogramas se pueden llamar en cualquier secuencia tantas
veces como se desee.
n
Un subprograma no puede llamarse a si mismo.
n
Los subprogramas se programan al final de un programa principal
(detrás de la frase con M2 o M30)
n
Si existen subprogramas en el programa de mecanizado delante de
la frase con M02 o M30, estos se ejecutan como mínimo una vez
sin llamada
Programación de un subprograma
U
U
U
U
Marcar el comienzo pulsando la tecla LBL SET e intro-
duciendo el nº de label
U
U
U
U
Introducir el nº de subprograma
U
U
U
U
Marcar el final pulsando la tecla LBL SET e introducir
el nº de de label „0“
Llamada a un subprograma
U
U
U
U
Llamada al subprograma: Pulsar la tecla LBL CALL
U
U
U
U
Nº de label
: Introducir el nº de label del subprograma
que se quiere llamar
U
U
U
U
Repeticiones REP
: Finalizar el diálogo con la tecla NO
ENT. Las repeticiones REP sólo se utilizan en las
repeticiones parciales del programa
0 BEGIN PGM ...
CALL LBL1
L Z+100 M2
LBL1
LBL0
END PGM ...
No está permitido CALL LBL 0 ya que corresponde a la
llamada al final de un subprograma.