Rebaje inverso (ciclo 204) – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 247
TNC 426, TNC 430 de HEIDENHAIN
221
8.3 Ciclos par
a el taladr
ado
, r
o
scad
o y fr
e
s
ad
o d
e r
o
scas
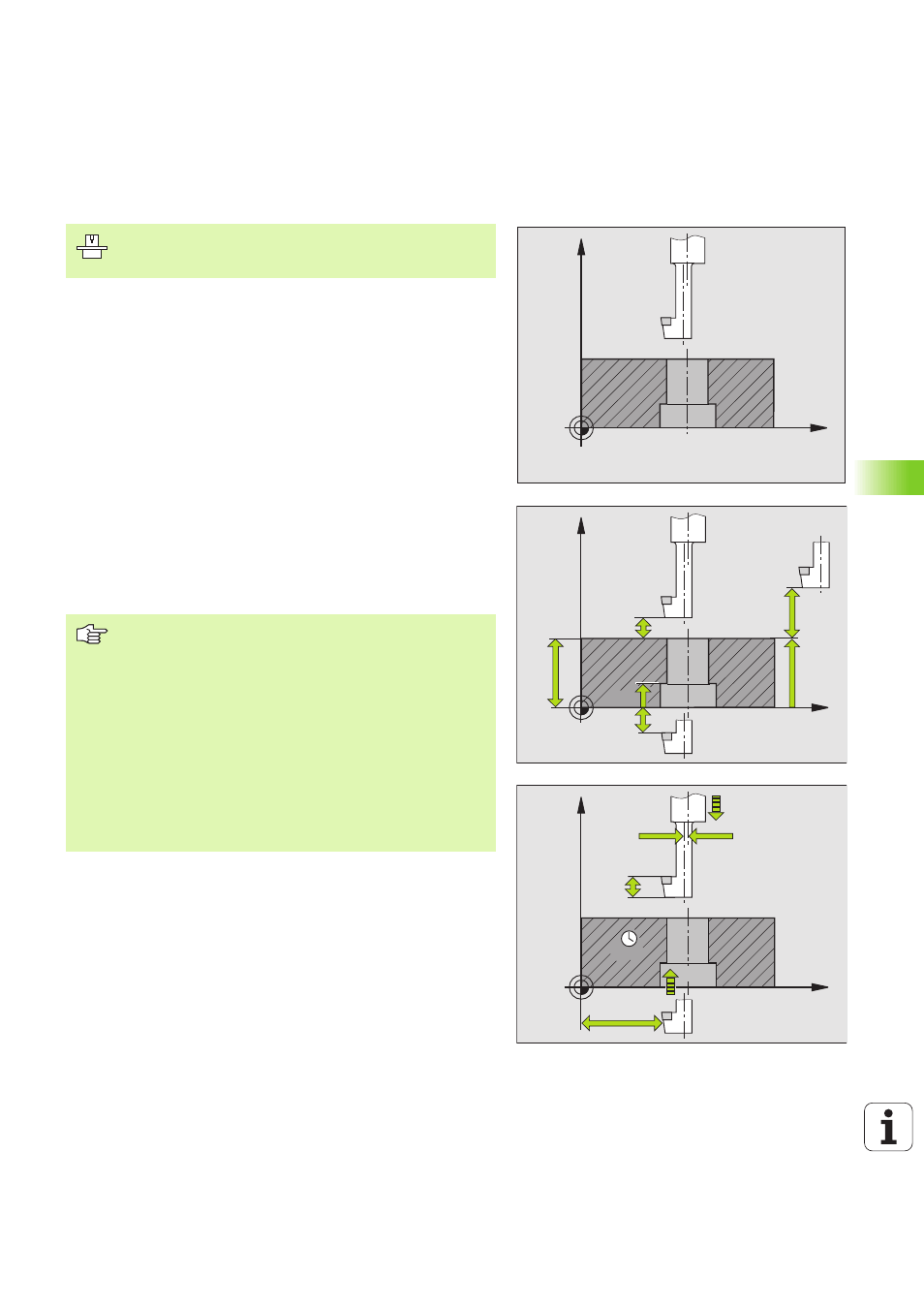
REBAJE INVERSO (ciclo 204)
Con este ciclo se realizan profundizaciones que se encuentran en la
parte inferior de la pieza.
1
El TNC posiciona la hta. en el eje de la misma en marcha rápida
FMAX a la distancia de seguridad sobre la superficie de la pieza
2
Allí el TNC realiza una orientación del cabezal sobre la posición 0°
y desplaza la hta. según la cota de excentricidad
3
A continuación la hta. profundiza con el avance de posicionamiento
previo en el taladro pretaladrado, hasta que la cuchilla se encuentra
a la distancia de seguridad por debajo de la pieza
4
Ahora el TNC centra la hta. de nuevo en el taladro, conecta el cabe-
zal y si es preciso el refrigerante y desplaza la hta. con el avance de
introducción a la profundidad de introducción programada
5
Si se ha programado la hta. espera en la base del taladro y sale a
continuación del mismo, realiza una orientación del cabezal y se
desplaza de nuevo según la cota de excentricidad
6
A continuación el TNC retira la hta. con el avance de posiciona-
miento previo a la distancia de seguridad y desde allí – si se ha pro-
gramado – con FMAX a la 2ª distancia de seguridad.
X
Z
X
Z
Q250
Q203
Q204
Q249
Q200
Q200
X
Z
Q255
Q254
Q214
Q252
Q253
Q251
El constructor de la máquina prepara la máquina y el TNC.
El ciclo sólo trabaja con herramientas de corte inverso .
Antes de la programación debe tenerse en cuenta
Programar la frase de posicionamiento sobre el punto ini-
cial (centro del taladro) en el plano de mecanizado con cor-
rección de radio R0.
El signo del parámetro Profundidad determina la dirección
del mecanizado en la profundización. Atención: El signo
positivo profundiza en dirección del eje de la hta. positivo.
Introducir la longitud de la herramienta de forma que se
mida la arista inferior de la misma y no la cuchilla.
Para el cálculo de los puntos de partida de la profundiza-
ción, el TNC tiene en cuenta la longitud de las cuchillas de
la herramienta y la dureza del material.