Roscado con macho (ciclo 2) – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 253
TNC 426, TNC 430 de HEIDENHAIN
227
8.3 Ciclos par
a el taladr
ado
, r
o
scad
o y fr
e
s
ad
o d
e r
o
scas
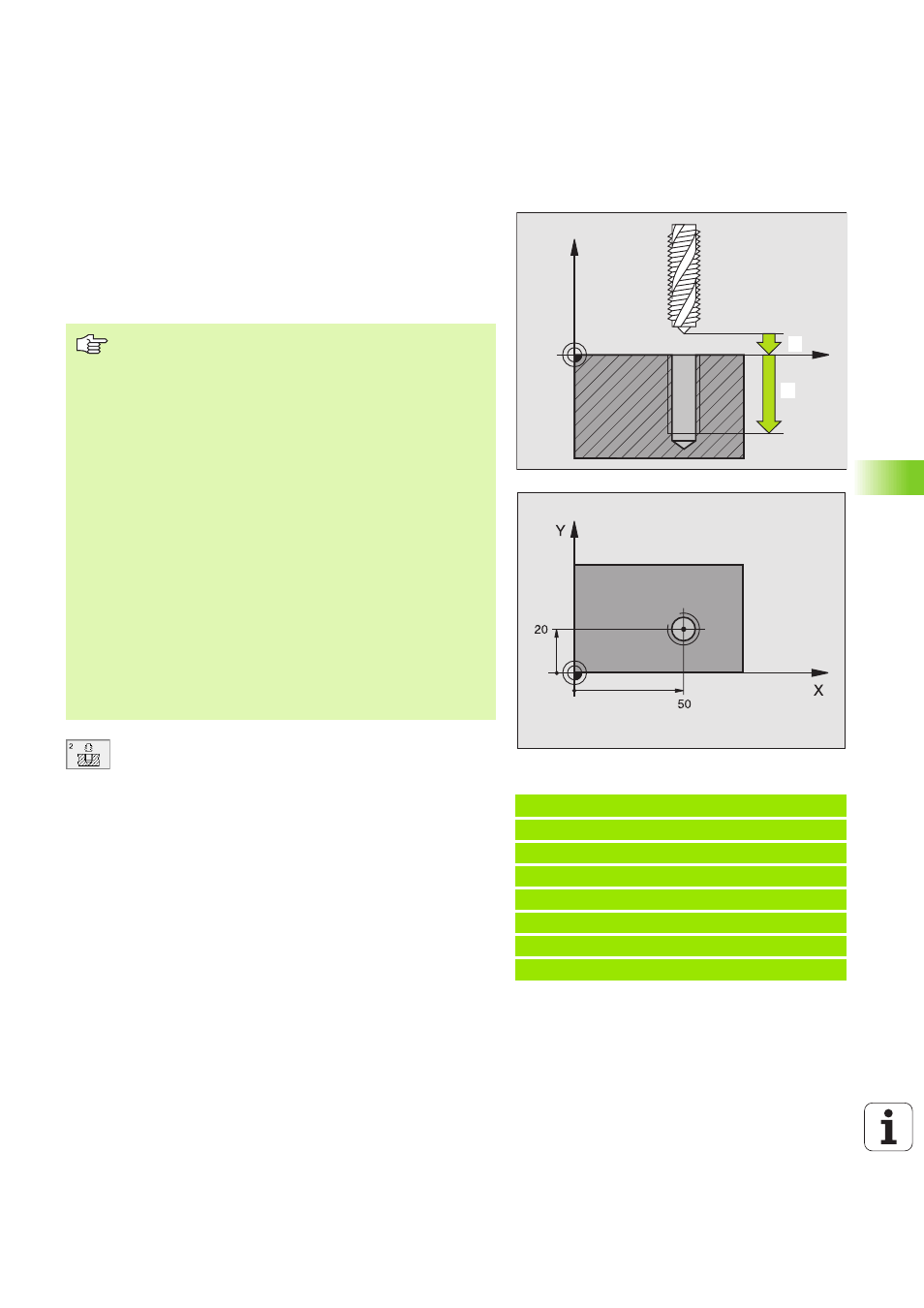
ROSCADO con macho (ciclo 2)
1
La hta. se desplaza hasta la profundidad del taladro en una sóla
pasada.
2
Después se invierte la dirección de giro del cabezal y la hta. retro-
cede a la posición inicial una vez transcurrido el tiempo de espera.
3
En la posición inicial se invierte de nuevo la dirección de giro del
cabezal
U
U
U
U
Distancia de seguridad
1
(valor incremental): Distan-
cia extremo de la hta. (posición de partida) – superficie
de la pieza; valor orientativo: 4x paso de roscado
U
U
U
U
Profundidad de taladrado
2
(longitud de la rosca,
valor incremental): Distancia superficie de la pieza –
final de la rosca
U
U
U
U
Tiempo de espera en segundos
: Programar un valor
entre 0 y 0,5 segundos, para evitar un acuñamiento
de la hta. al retroceder
U
U
U
U
Avance F
: Velocidad de desplazamiento de la hta.
durante el roscado
Cálculo del avance: F = S x p
Ejemplo: Frases NC
24 L Z+100 R0 FMAX
25 CYCL DEF 2.0 ROSCADO
26 CYCL DEF 2.1 DIST. 3
27 CYCL DEF 2.2 PROF. -20
28 CYCL DEF 2.3 T.ESP. 0.4
29 CYCL DEF 2.4 F100
30 L X+50 Y+20 FMAX M3
31 L Z+3 FMAX M99
X
Z
111
2
Antes de la programación debe tenerse en cuenta
Programar la frase de posicionamiento sobre el punto ini-
cial (centro del taladro) en el plano de mecanizado con cor-
rección de radio R0.
Programar la frase de posicionamiento sobre el punto de
partida en el eje de la hta. (distancia de seguridad sobre la
superficie de la pieza).
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0, el TNC no ejecuta el ciclo.
La herramienta debe estar sujeta mediante un sistema de
compensación de longitudes. La compensación de longi-
tud tiene en cuenta la tolerancia del avance y de las revo-
luciones durante el mecanizado.
Mientras se ejecuta el ciclo no está activado el potenció-
metro de override de las revoluciones. El potenciómetro
para el override del avance está limitado (determinado por
el constructor de la máquina, consultar en el manual de la
máquina).
Para el roscado a derechas activar el cabezal con M3, para
el roscado a izquierdas con M4.
F: Avance mm/min)
S: Revoluciones del cabezal (rpm)
p: Paso de roscado (mm)