HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 423
TNC 426, TNC 430 de HEIDENHAIN
397
1
0
.1
1 Ejem
pl
os
de p
ro
g
ra
m
a
c
ión
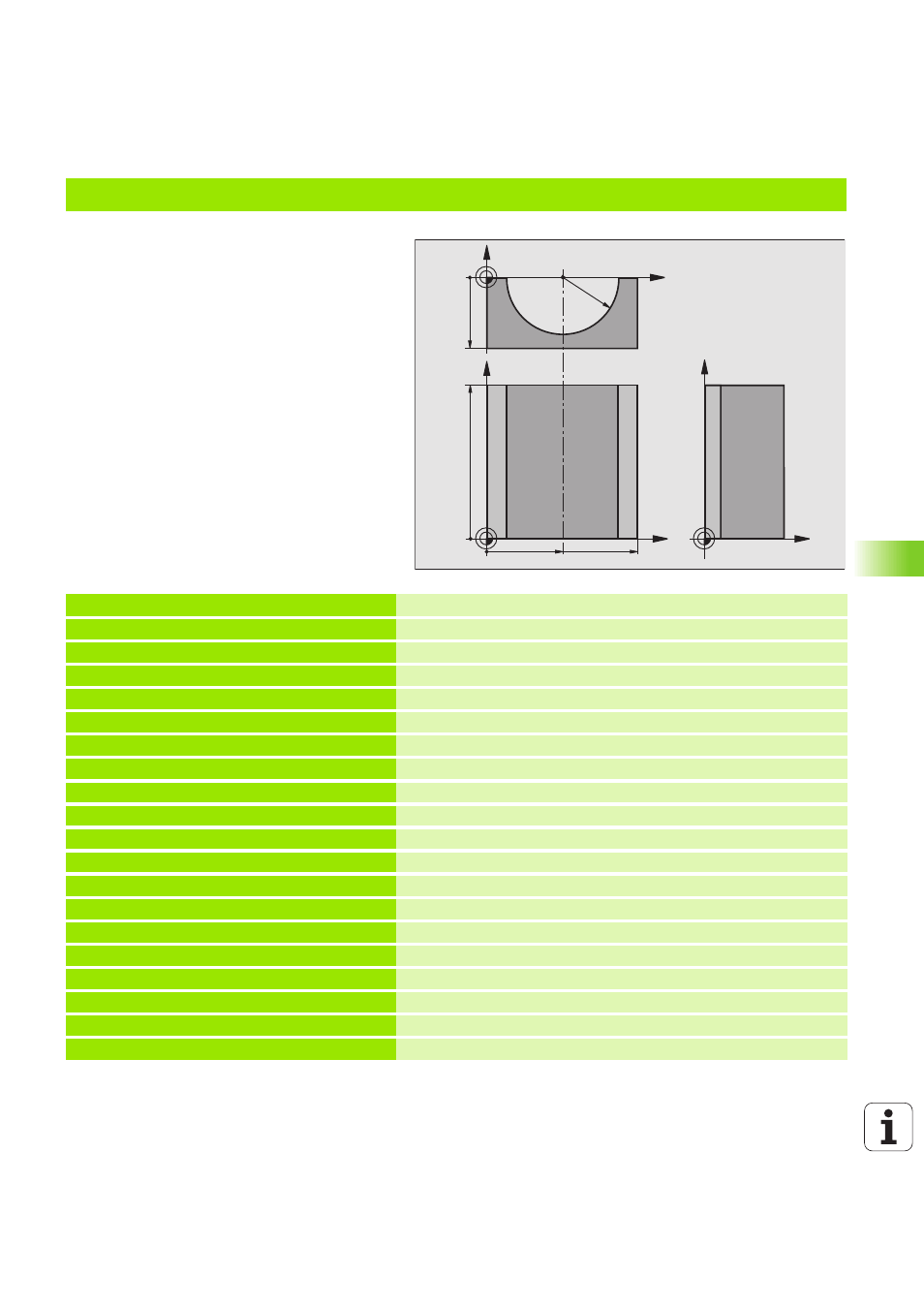
Ejemplo: Cilindro cóncavo con fresa esférica
Desarrollo del programa
n
El programa sólo funciona con fresa esférica, la
longitud de la hta. se refiere al centro de la bola
n
El contorno del cilindro se compone de
pequeñasrectas (se define mediante Q13) Cuan-
tos más puntos se definan, mejor será el con-
torno.
n
El cilindro se fresa en cortes longitudinales (aquí:
paralelos al eje Y)
n
El sentido del fresado se determina mediante el
ángulo inicial y el ángulo final en el espacio:
Dirección del mecanizado en sentido horario:
Angulo inicial > ángulo final
Dirección del mecanizado en sentido antihorario:
Angulo inicial < ángulo final
n
El radio de la herramienta se corrige automática-
mente
0 BEGIN PGM CILIN MM
1 FN 0: Q1 = +50
Centro eje X
2 FN 0: Q2 = +0
Centro eje Y
3 FN 0: Q3 = +0
Centro eje Z
4 FN 0: Q4 = +90
Angulo inicial en el espacio (plano Z/X)
5 FN 0: Q5 = +270
Angulo final en el espacio (plano Z/X)
6 FN 0: Q6 = +40
Radio del cilindro
7 FN 0: Q7 = +100
Longitud del cilindro
8 FN 0: Q8 = +0
Posición angular en el plano X/Y
9 FN 0: Q10 = +5
Sobremedida del radio del cilindro
10 FN 0: Q11 = +250
Avance al profundizar
11 FN 0: Q12 = +400
Avance de fresado
12 FN 0: Q13 = +90
Número de cortes
13 BLK FORM 0.1 Z X+0 Y+0 Z-50
Definición del bloque
14 BLK FORM 0.2 X+100 Y+100 Z+0
15 TOOL DEF 1 L+0 R+3
Definición de la herramienta
16 TOOL CALL 1 Z S4000
Llamada a la herramienta
17 L Z+250 R0 F MAX
Retirar la herramienta
18 CALL LBL 10
Llamada al mecanizado
19 FN 0: Q10 = +0
Anular la sobremedida
X
Y
50
100
100
Z
Y
X
Z
-50
R40