HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 118
92
4 Programación: Nociones básicas, gestión de ficheros, ayudas de programación, gestión de palets
4
.13 F
u
nc
ion
a
m
ient
o
del p
a
let par
a
m
e
can
iz
a
do
co
n he
rr
am
ien
ta or
ientad
a
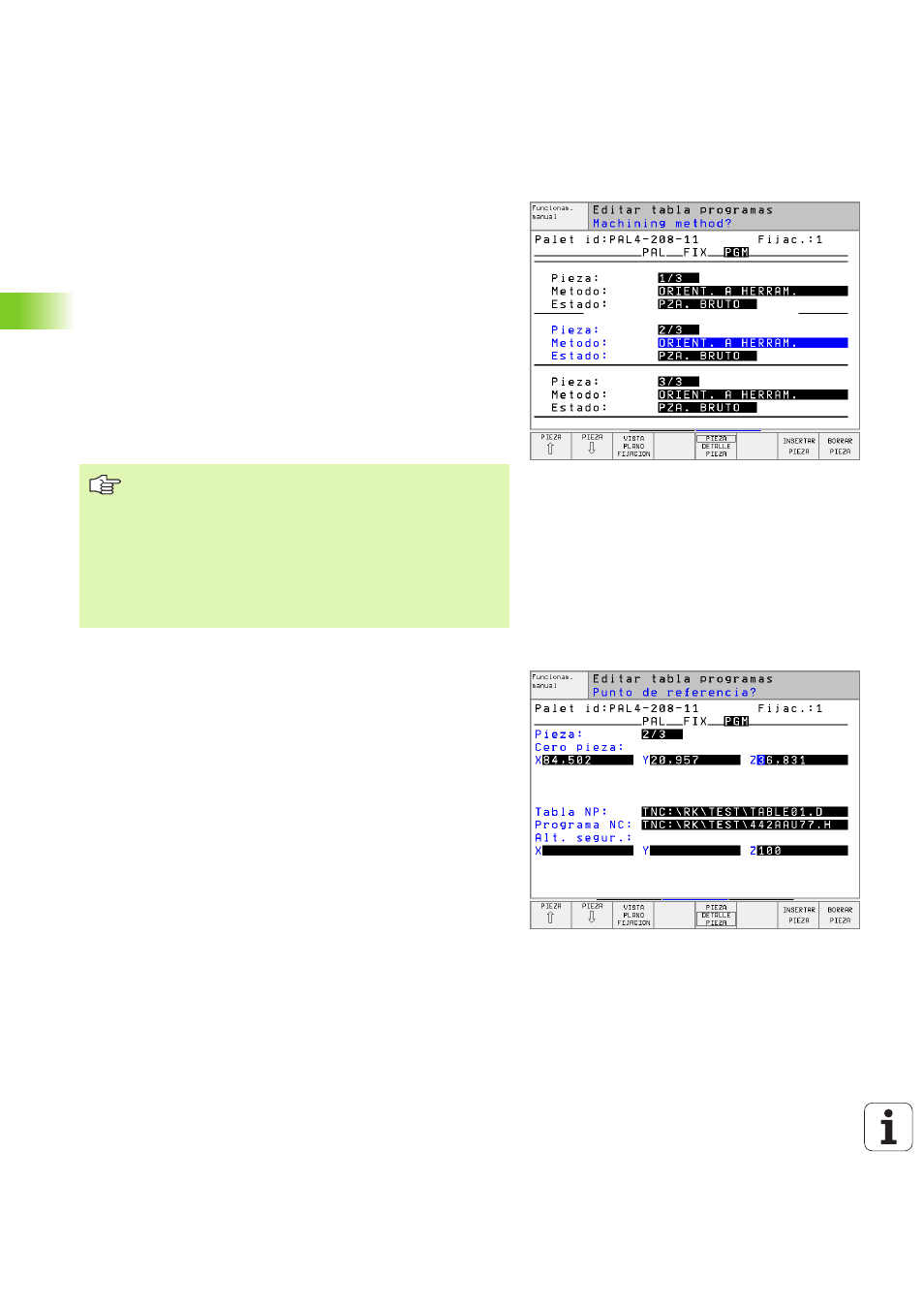
Determinar el plano de la pieza
n
Pieza
: se visualiza el número de la pieza, después de la barra se
visualiza el número piezas dentro de dicho plano de sujeción
n
Método
: se pueden seleccionar los métodos de mecanizado WORK-
PIECE ORIENTET o bien TOOL ORIENTED. En la vista de tablas apa-
rece el registro WORKPIECE ORIENTED con WPO y TOOL ORIEN-
TED con TO.
Con la softkey UNIR/SEPARAR se caracterizan cuales son las piezas
que en el mecanizado con herramienta orientada se incluyen en el
cálculo para el desarrollo del trabajo. Las piezas unidas se caracteri-
zan mediante una línea interrumpida, las piezas separadas mediante
una línea contínua. En la vista de tablas las piezas unidas se caracte-
rizan en la columna METHOD con CTO.
n
Estado
: con la sofkey BLOQUE PIEZA se tiene la pieza sin mecanizar y
en la ventana de estados aparece BLANK. La softkey POSICION
LIBRE
se utiliza cuando se quiere ignorar una herramienta, en la
casilla de estados aparece EMPTY
Determinar los detalles en el plano de la pieza
n
Pieza
: se visualiza el número de la pieza, después de la barra se
visualiza el número de piezas dentro de dicho plano de sujeción o
plano de palet
n
Punto cero
: introducir el punto cero para la pieza
n
Tabla NP
: introducir el nombre y el camino de búsqueda de la tabla
de puntos cero para mecanizar la pieza. En el caso de que se utilice
la misma tabla de puntos cero para todas las piezas, se introduce el
nombre con el camino de búsqueda en los planos del palet o de suje-
ción. Las indicaciones se aceptan automáticamente en el plano de
la pieza.
n
Programa NC
: indicar el camino de búsqueda del programa NC que
se necesita para mecanizar la pieza
n
Altura de seguridad
: (opcional): posición de seguridad para los
distintos ejes en relación a la pieza. Las posiciones indicadas sólo se
alcanzan cuando la macro NC ha leído estos valores y se han pro-
gramado correspondientemente.
Ajustar el método y el estado en el plano del palet o de la
sujeción, la programación se acepta para todas las piezas
correspondientes.
Cuando existen varias variantes de una pieza dentro de un
plano, deberían indicarse las piezas de una misma variante
de forma sucesiva. En los mecanizados con herramienta
orientada se pueden denominar las piezas de la variante
correspondiente con la softkey UNIR/SEPARAR y mecani-
zarlas por grupos.