1 t rab ajar co n ciclos – HEIDENHAIN TNC 426 (280 476) Manual del usuario
Página 229
TNC 426, TNC 430 de HEIDENHAIN
203
8.1 T
rab
ajar co
n ciclos
Ejemplo de frases NC
7 CYCL DEF 200 TALADRADO
Q200=2 ;DIST. SEGURIDAD
Q201=-20 ;PROFUNDIDAD
Q206=150 ;AVANCE AL PROFUNDIZAR
Q202=5 ;PROFUNDIDAD DE PASADA
Q210=0 ;TIEMPO DE ESPERA ARRIBA
Q203=+0 ;COORD. SUPERFICIE PIEZA
Q204=50 ;2º DIST. SEGURIDAD
Q211=0.25 ;TIEMPO DE ESPERA ABAJO
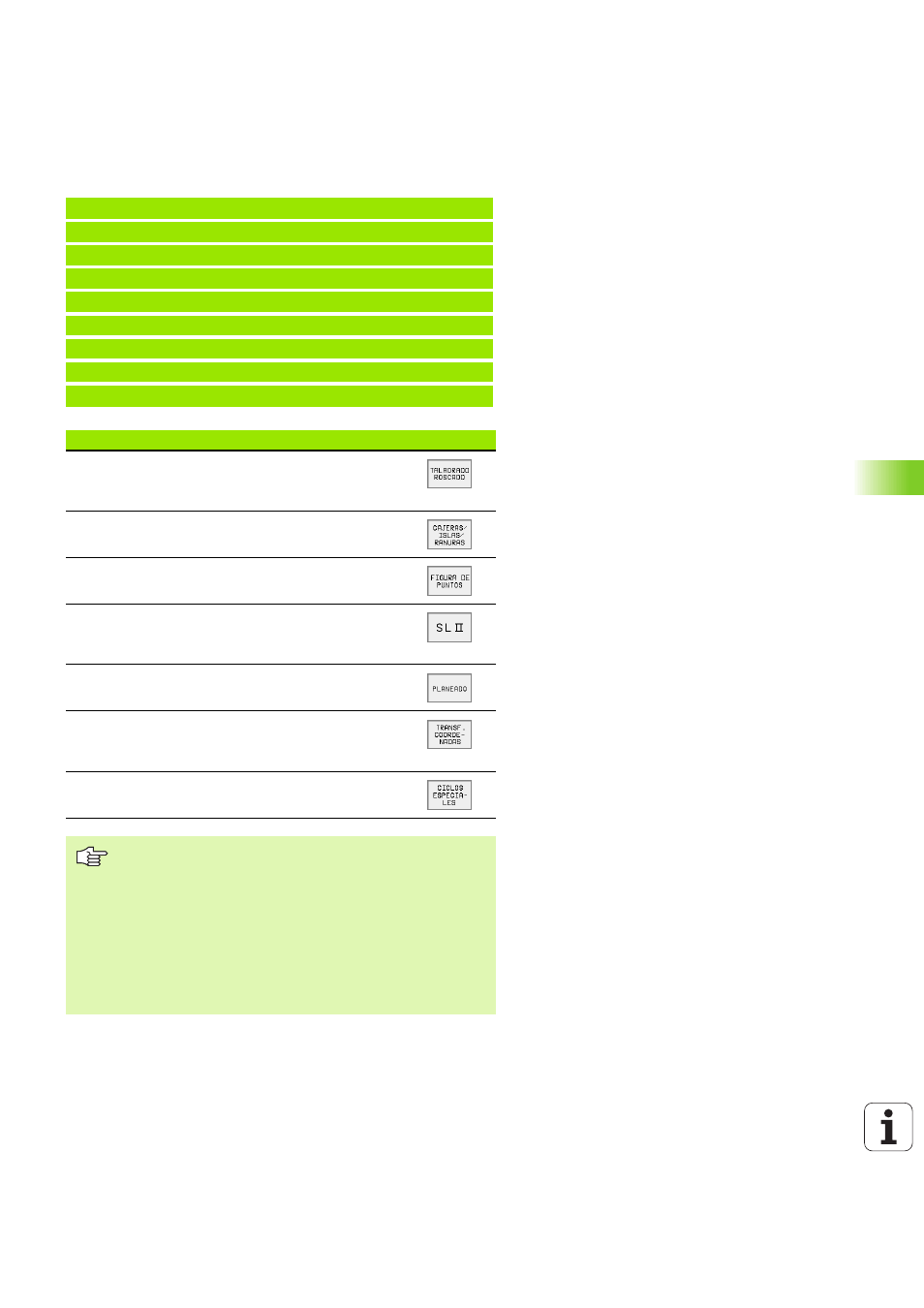
Grupo de ciclos
Softkey
Ciclos para el taladrado en profundidad, escariado,
mandrinado, profundización, roscado, roscado a
cuchilla y fresado de una rosca
Ciclos para el fresado de cajeras, islas y ranuras
Ciclos para realizar figuras de puntos p.ej. círculos de
taladros o superficie de taladros
Ciclos SL (Subcontur-List), con los cuales se mecani-
zan contornos compuestos de varios subcontornos
superpuestos, interpolación de superficie cilíndrica
Ciclos para el planeado de superficies planas o unidas
entre si
Ciclos para la traslación de coordenadas con los cuales
se puede desplazar, girar, reflejar, aumentar o reducir
cualquier contorno
Ciclos especiales tiempo de espera, llamada al pro-
grama, orientación del cabezal, tolerancia
Cuando se utilizan asignaciones indirectas de parámetros
en ciclos de mecanizado con número mayor a 200 (p.ej.
Q210 = Q1) después de la definición del ciclo no se activa
la modificación del parámetro asignado (p.ej. Q1) después
de la definición del ciclo. En estos casos se define directa-
mente el parámetro del ciclo (p.ej. Q210).
Para poder ejecutar los ciclos de mecanizado 1 a 17 en los
controles TNC antiguos, deberá programarse en la distan-
cia de seguridad y en el paso de profundización el signo
negativo.