3 a p ro ximación y salida del cont or n o – HEIDENHAIN TNC 410 Manual del usuario
Página 85
72
6 Programación: Programación de contornos
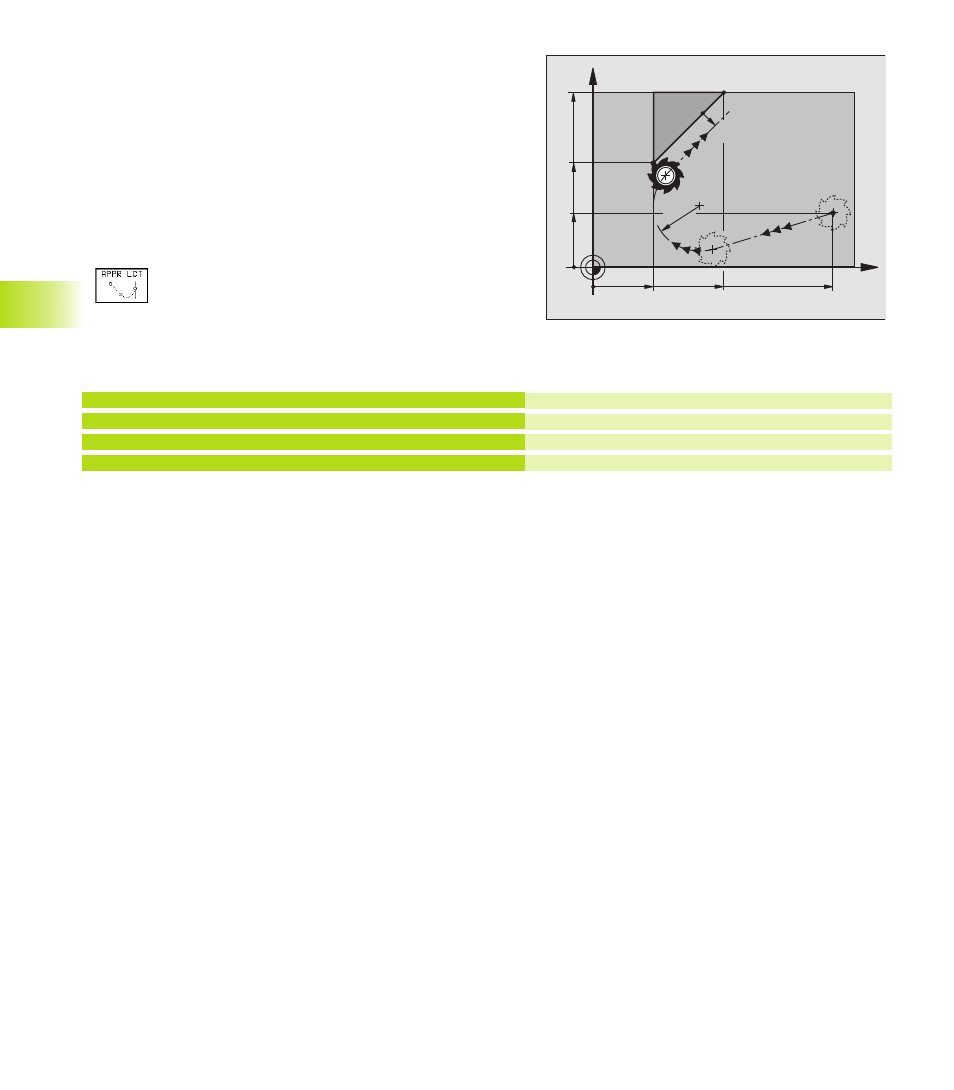
Aproximación según una trayectoria circular
tangente al contorno y a una recta: APPR LCT
El TNC desplaza la herramienta según una recta desde el punto de
partida P
S
a un punto auxiliar P
H
. Desde allí se aproxima según una
trayectoria circular al primer punto del contorno P
A
.
La trayectoria circular se une tangencialmente tanto a la recta P
S
–
P
H
como al primer punto del contorno. De esta forma la trayectoria
se determina claramente mediante el radio R.
ú
Cualquier tipo de trayectoria: Aproximación al pto. de partida P
S
ú
Abrir el diálogo con la tecla APPR/DEP y la softkey APPR LCT :
ú
Coordenadas del primer punto del contorno P
A
ú
Radio R de la trayectoria circular
Introducir R positivo
ú
Corrección de radio para el mecanizado
Ejemplo de frases NC
7 L X+40 Y+10 R0 FMAX M3
8 APPR LCT X+10 Y+20 Z-10 R10 RR F100
9 L X+20 Y+35
10 L ...
Aproximación a P
S
sin corrección de radio
P
A
con corrección de radio RR, radio R=10
Punto final de la primera trayectoria del contorno
Siguiente trayectoria del contorno
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
6.3 A
p
ro
ximación y salida del cont
or
n
o