5 ciclos para la programación de figuras de puntos – HEIDENHAIN TNC 410 Manual del usuario
Página 172
159
TNC 410 de HEIDENHAIN
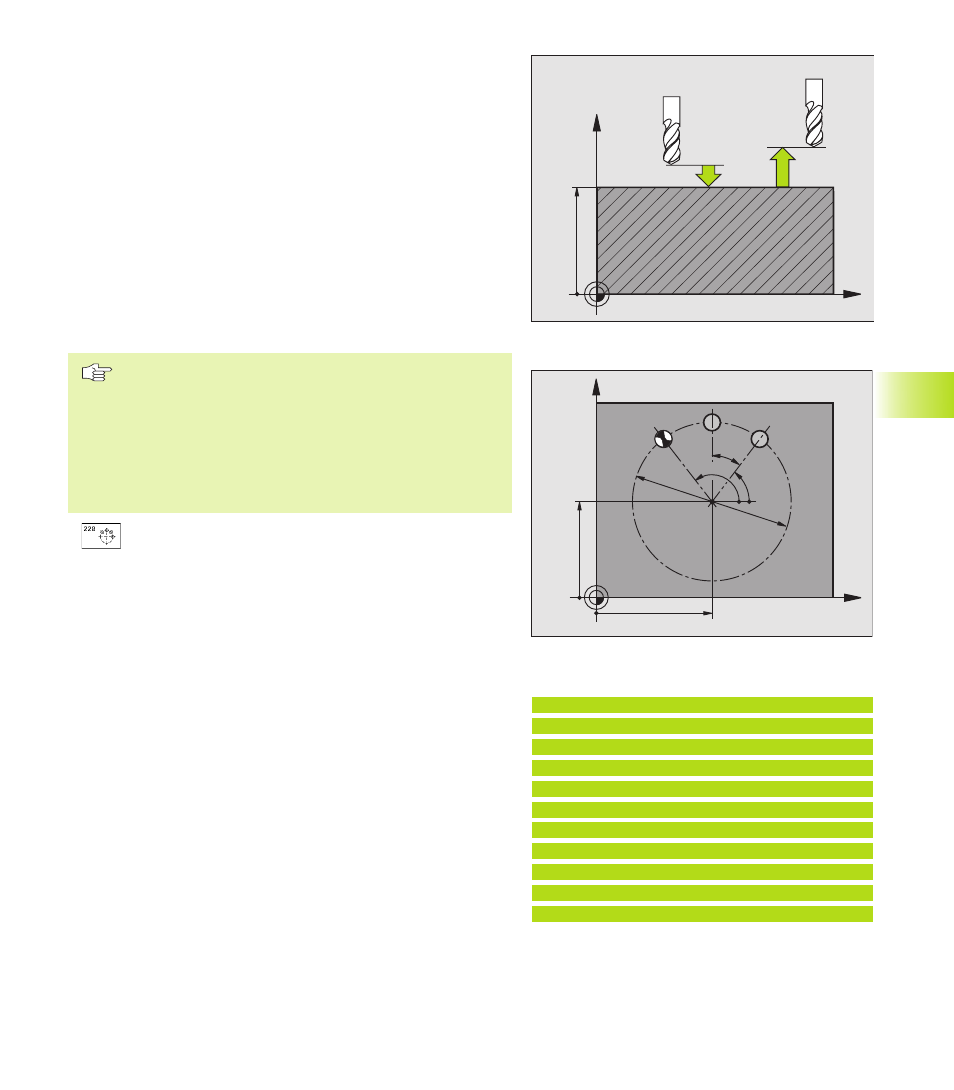
FIGURA DE PUNTOS SOBRE UN CIRCULO (ciclo 220)
1 El TNC posiciona la hta. en marcha rápida desde la posición actual
al punto de partida del primer mecanizado.
Secuencia:
■
Alcanzar la 2ª distancia de seguridad (eje hta.)
■
Alcanzar el punto inicial en el plano de mecanizado
■
Desplazamiento sobre la superficie de la pieza a la distancia de
seguridad (eje del cabezal)
2 A partir de esta posición el TNC ejecuta el último ciclo de
mecanizado definido
3 A continuación el TNC posiciona la hta. según un movimiento lineal
sobre el punto de partida del siguiente mecanizado; para ello la hta.
se encuentra a la distancia de seguridad (o 2ª distancia de seguridad)
4 Este proceso (1 a 3) se repite hasta que se han realizado todos los
mecanizados
Antes de la programación deberá tenerse en cuenta
El ciclo 220 se activa a partir de su definición DEF, es
decir el ciclo 220 llama automáticamente al último ciclo
de mecanizado definido.
Cuando se combina uno de los ciclos de mecanizado
200 a 204 y 212 a 215 con el ciclo 220, se activan la
distancia de seguridad, la superficie de la pieza y la 2ª
distancia de seguridad del ciclo 220.
ú
Centro 1er eje Q216 (valor absoluto): Centro del
círculo teórico en el eje principal del plano de
mecanizado
ú
Centro 2º eje Q217 (valor absoluto): Centro del círculo
teórico en el eje transversal del plano de mecanizado
ú
Diámetro del círculo teórico Q244: Introducir el
diámetro del círculo teórico
ú
Angulo inicial Q245 (valor absoluto): Angulo entre el
eje principal del plano de mecanizado y el punto inicial
del primer mecanizado sobre el círculo teórico
ú
Angulo final Q246 (valor absoluto): Angulo entre el eje
principal del plano de mecanizado y el punto inicial del
último mecanizado sobre el círculo teórico (no sirve
para círculos completos); introducir el ángulo final
diferente al ángulo inicial; si el ángulo final es mayor al
ángulo inicial, la dirección del mecanizado es en
sentido antihorario, de lo contrario el mecanizado es
en sentido horario
ú
Incremento angular Q247 (valor incremental): Angulo
entre dos puntos a mecanizar sobre el círculo teórico;
cuando el incremento angular es igual a cero, el TNC
calcula el mismo en relación al ángulo inicial, ángulo
final y número de mecanizados; cuando el incremento
angular está ya indicado, el TNC no tiene en cuenta el
ángulo final; el signo del incremento angular determina
la dirección del mecanizado (- = sentido horario)
8.5 Ciclos para la programación de figuras de puntos
X
Z
Q200
Q203
Q204
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
Ejemplo de frases NC:
53 CYCL DEF 220 FIGURA CIRCULO
Q216=+50
;CENTRO EN EJE 1
Q217=+50
;CENTRO EN EJE 2
Q244=80
;DIAMETRO CIRCULO TEORICO
Q245=+0
;ANGULO INICIAL
Q246=+360
;ANGULO FINAL
Q247=+0
;INCREMENTO ANGULAR
Q241=8
;NUMERO DE MECANIZADOS
Q200=2
;DISTANCIA DE SEGURIDAD
Q203=+0
;COORD. SUPERFICIE PIEZA
Q204=50
;2ª DISTANCIA SEGURIDAD