HEIDENHAIN TNC 410 Manual del usuario
Página 160
147
TNC 410 de HEIDENHAIN
ú
Coordenadas de la superficie de la pieza Q203 (valor
absoluto): Coordenadas de la superficie de la pieza
ú
2ª distancia de seguridad Q204 (valor incremental):
Coordenada en el eje de la hta., en la cual no se puede
producir ninguna colisión entre la hta. y la pieza
ú
Centro 1er eje Q216 (valor absoluto): Centro de la
cajera en el eje principal del plano de mecanizado
ú
Centro 2º eje Q217 (valor absoluto): Centro de la cajera
en el eje transversal del plano de mecanizado
ú
Diámetro del bloque Q222: Diámetro de la cajera
premecanizada; introducir el diámetro del bloque
menor al diámetro de la pieza terminada. La hta.
penetra en el centro de la cajera, cuando se introduce
Q222 = 0
ú
Diámetro de la pieza terminada Q223: Diámetro de la
cajera acabada; introducir el diámetro de la pieza
acabada mayor al del bloque de la pieza y mayor al
diámetro de la herramienta.
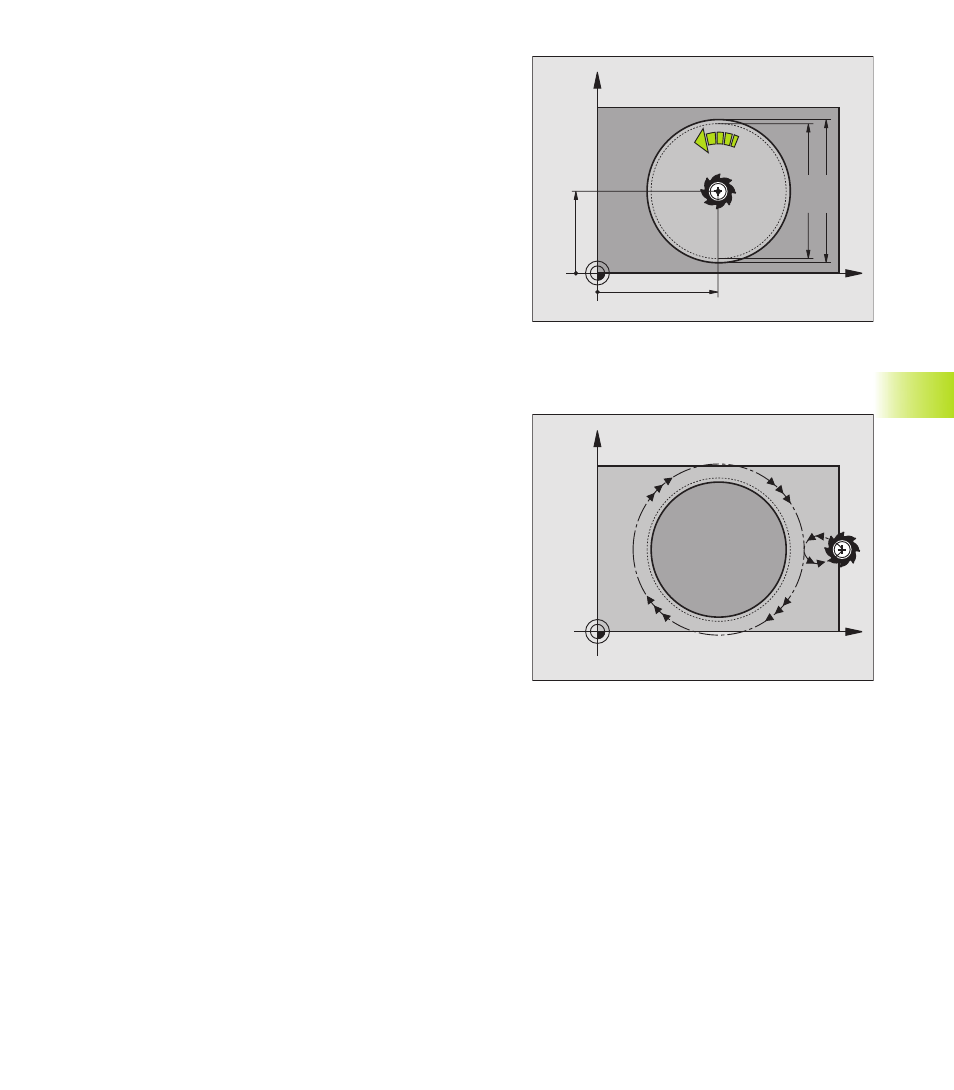
ACABADO DE ISLAS CIRCULARES (ciclo 215)
1 El TNC desplaza automáticamente la hta. en el eje de la misma a
la distancia de seguridad, o, si se ha programado, a la 2ª distancia
de seguridad y a continuación al centro de la isla
2 Desde el centro de la isla la hta. se desplaza en el plano de
mecanizado hacia el punto inicial del mecanizado. El punto inicial
se encuentra aprox. a 3,5 veces del radio de la hta. a la derecha de
la isla
3 En el caso de que la hta. esté sobre la 2ª distancia de seguridad,
el TNC desplaza la hta. en marcha rápida FMAX a la distancia de
seguridad y desde allí con el avance de profundización a la
primera profundidad de pasada
4 A continuación la hta. se desplaza tangencialmente hacia el
contorno parcialmente terminado y fresa una vuelta en sentido
sincronizado al avance
5 Después la hta. sale tangencialmente del contorno al punto de
partida en el plano de mecanizado
6 Este proceso (4 a 5) se repite hasta que se ha alcanzado la
profundidad programada
7 Al final del ciclo el TNC desplaza la hta. en marcha rápida FMAX a
la distancia de seguridad, o si se ha programado, a la 2ª distancia
de seguridad y a continuación al centro de la cajera (posición final
= posición inicial)
X
Y
Q222
Q217
Q216
Q207
Q223
X
Y
8.4 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as