8 ciclos para la traslación de coordenadas – HEIDENHAIN TNC 410 Manual del usuario
Página 196
183
TNC 410 de HEIDENHAIN
Empleo
Las tablas de puntos cero se utilizan
■
en los pasos de mecanizado que se repiten con frecuencia en
diferentes posiciones de la pieza o
■
cuando se utiliza a menudo el mismo desplazamiento de punto
cero
Dentro de un programa los puntos cero se pueden programar
directamente en la definición del ciclo o bien se pueden llamar de
una tabla de puntos cero.
ú
Definición del ciclo 7
ú
Pulsar la softkey para la introducción del número de
punto cero, introducir el nº del punto cero y confirmar
con la tecla END
Ejemplo de frases NC:
77 CYCL DEF 7.0 PUNTO CERO
78 CYCL DEF 7.1 #12
Anulación
■
Desde la tabla de puntos cero se llama a un desplazamiento con
las coordenadas X=0; Y=0 etc.
■
El desplazamiento a las coordenadas X=0; Y=0 etc. se llama
directamente con una definición del ciclo
Seleccionar la tabla de puntos cero en el programa NC
Con la función SEL TABLE se selecciona la tabla de puntos cero, de
la cual el TNC obtiene los puntos cero:
ú
Seleccionar las funciones para la llamada al programa:
Pulsar la tecla PGM CALL
ú
Pulsar la softkey TABLA PTOS. CERO
ú
Introducir el nombre de la tabla de puntos cero,
confirmar con END
Edición de una tabla de puntos cero
La tabla de puntos cero se selecciona en el modo de
funcionamiento Memorizar/Editar programa
ú
Llamar a la gestión de ficheros: Pulsar la tecla PGM
MGT; véase también el capítulo “4.2 Gestión de
ficheros“
ú
Desplazar el cursor sobre la tabla de puntos cero
deseada. Confirmar con la tecla ENT
ú
Editar fichero: Véase la tabla con las funciones de
edición
Salida de la tabla de puntos cero
ú
Llamar a la gestión de ficheros y seleccionar un fichero de otro
tipo, p.ej. un programa de mecanizado
8.8 Ciclos para la traslación de coordenadas
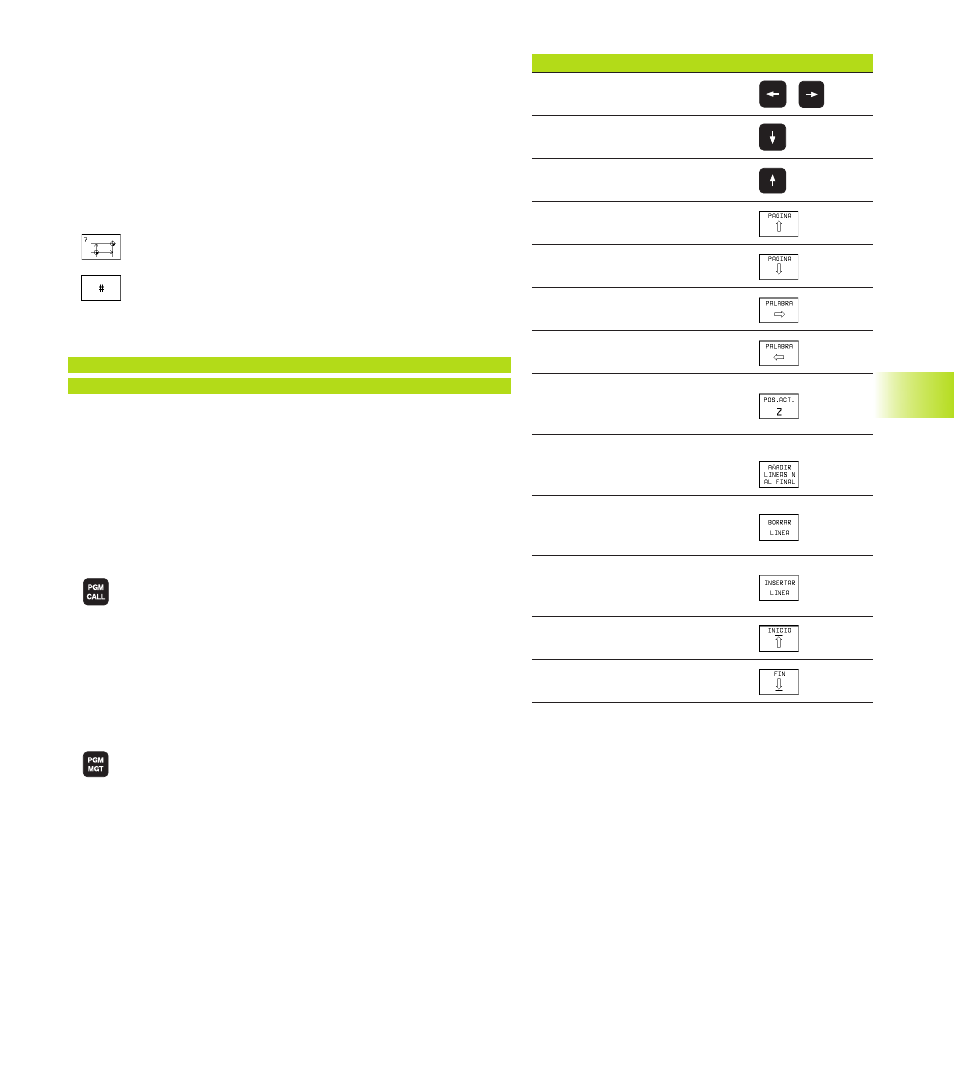
Funciones edición
Tecla / Softkey
Seleccionar el eje
/
Pasar página hacia abajo
Pasar página hacia arriba
Pasar página hacia arriba
Pasar página hacia abajo
Saltar una palabra a la dcha.
Saltar una palabra a la izq.
Aceptar posición actual,
p.ej. para el eje Z
Añadir el nº de líneas
programadas
Borrar la línea actual y
memorización intermedia
Añadir una línea nueva, o bien
añadir la última línea borrada
Saltar al principio de la tabla
Saltar al final de la tabla