7 ciclos para el planeado – HEIDENHAIN TNC 410 Manual del usuario
Página 193
8 Programación: Ciclos
180
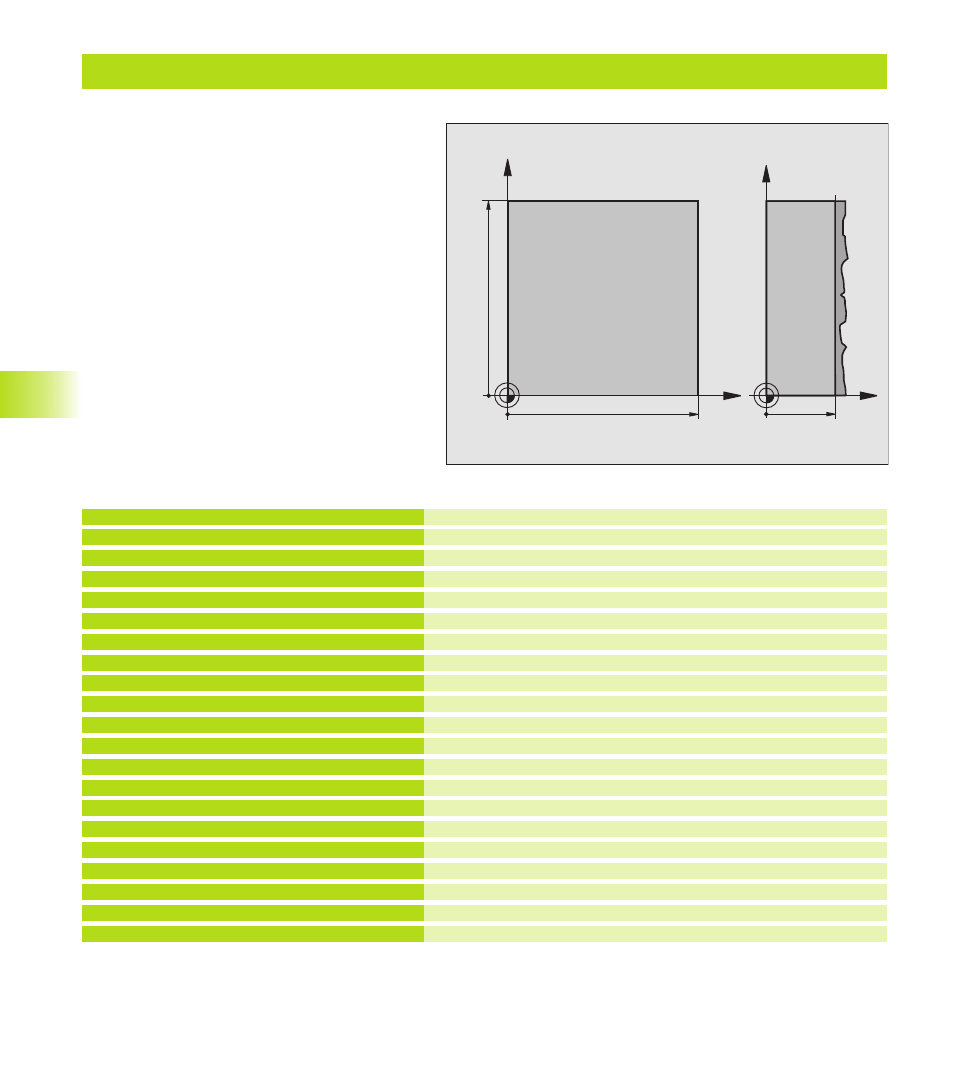
Ejemplo: Planeado
Definición del bloque
Definición de la herramienta
Llamada a la herramienta
Retirar la herramienta
Definición del ciclo Planeado
Posicionamiento previo cerca del punto de partida
Llamada al ciclo
Retirar la herramienta, final del programa
0 BEGIN PGM C230 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z+0
2 BLK FORM 0.2 X+100 Y+100 Z+40
3 TOOL DEF 1 L+0 R+5
4 TOOL CALL 1 Z S3500
5 L Z+250 R0 FMAX
6 CYCL DEF 230 PLANEADO
Q225=+0 ;PTO. INICIAL 1ER EJE
Q226=+0 ;PUNTO INICIAL 2º EJE
Q227=+35 ;PUNTO INICIAL 3ER EJE
Q218=100 ;LONGITUD LADO 1
Q219=100 ;LONGITUD LADO 2
Q240=25 ;NUMERO CORTES
Q206=250 ;AVANCE AL PROFUNDIZAR
Q207=400 ;AVANCE FRESADO
Q209=150 ;AVANCE TRANSVERSAL
Q200=2 ;DISTANCIA DE SEGURIDAD
7 L X-25 Y+0 R0 FMAX M3
8 CYCL CALL
9 L Z+250 R0 FMAX M2
10 END PGM C230 MM
8.7 Ciclos para el planeado
X
Y
100
100
Z
Y
35