7 ciclos para el planeado – HEIDENHAIN TNC 410 Manual del usuario
Página 189
8 Programación: Ciclos
176
8.7 Ciclos para el planeado
El TNC dispone de dos ciclos con los cuales se pueden mecanizar
superficies con las siguientes características:
■
Ser planas y rectangulares
■
Ser planas según un ángulo oblícuo
■
Estar inclinadas de cualquier forma
■
Estar unidas entre sí
Ciclo
Softkey
230 PLANEADO
Para superficies rectangulares planas
231 SUPERFICIE REGULAR
Para superficies inclinadas
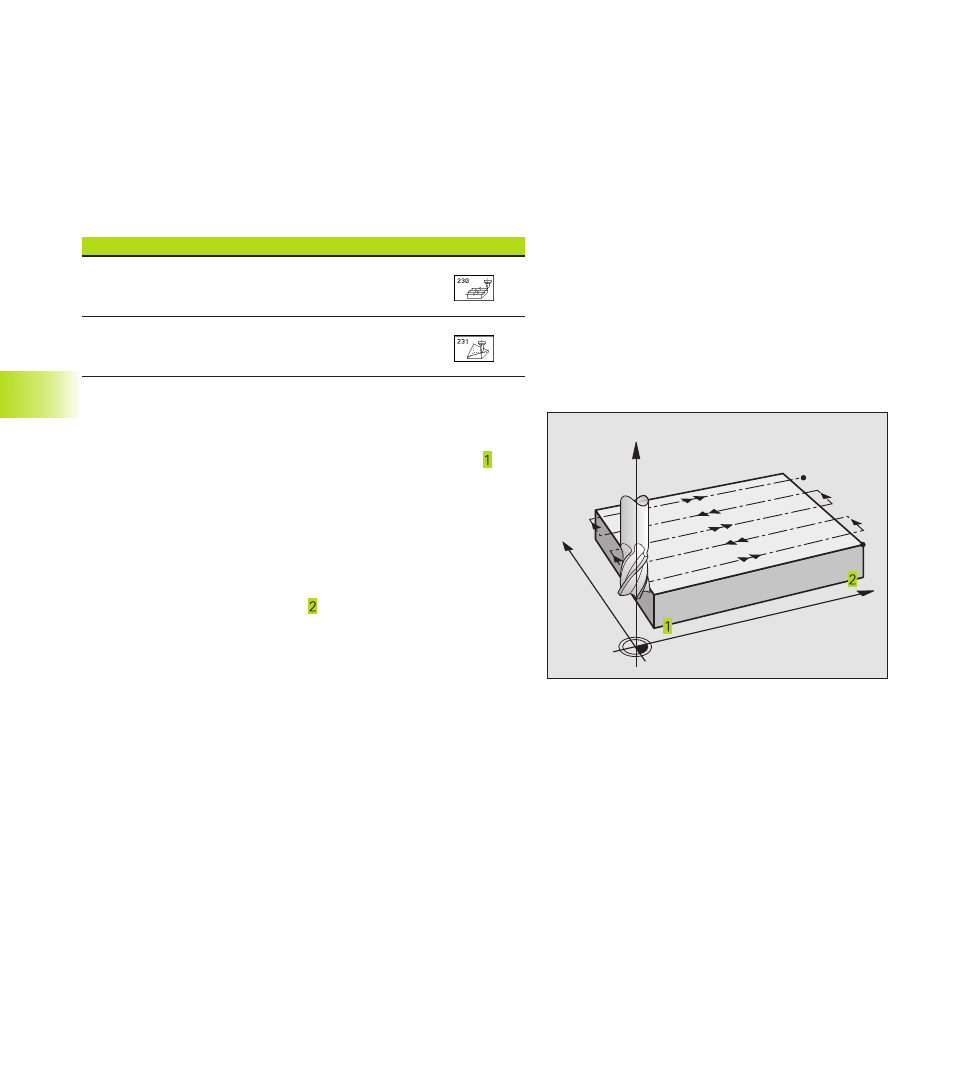
PLANEADO (ciclo 230)
1 El TNC posiciona la hta. en marcha rápida FMAX desde la posición
actual en el plano de mecanizado sobre el punto de partida ; el
TNC desplaza la hta. según el radio de la misma hacia la izquierda
y hacia arriba
2 A continuación la hta. se desplaza en el eje de la misma con
FMAX a la distancia de seguridad y posteriormente con el avance
de profundización sobre la posición inicial programada en el eje
de la herramienta.
3 A continuación la hta. se desplaza con el avance de fresado
programado sobre el punto final ; el TNC calcula el punto final
con los datos del punto inicial, de la longitud y del radio de la
herramienta programados.
4 El TNC desplaza la herramienta con avance de fresado transversal
sobre el punto de partida de la siguiente línea; el TNC calcula este
desplazamiento con la anchura y el número de cortes
programados.
5 Después la herramienta se retira en la dirección negativa del eje X
6 El planeado se repite hasta mecanizar completamente la
superficie programada
7 Al final el TNC retira la hta. con FMAX a la distancia de seguridad
X
Y
Z
8.7 Ciclos para el planeado