HEIDENHAIN TNC 410 Manual del usuario
Página 169
8 Programación: Ciclos
156
8.4 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
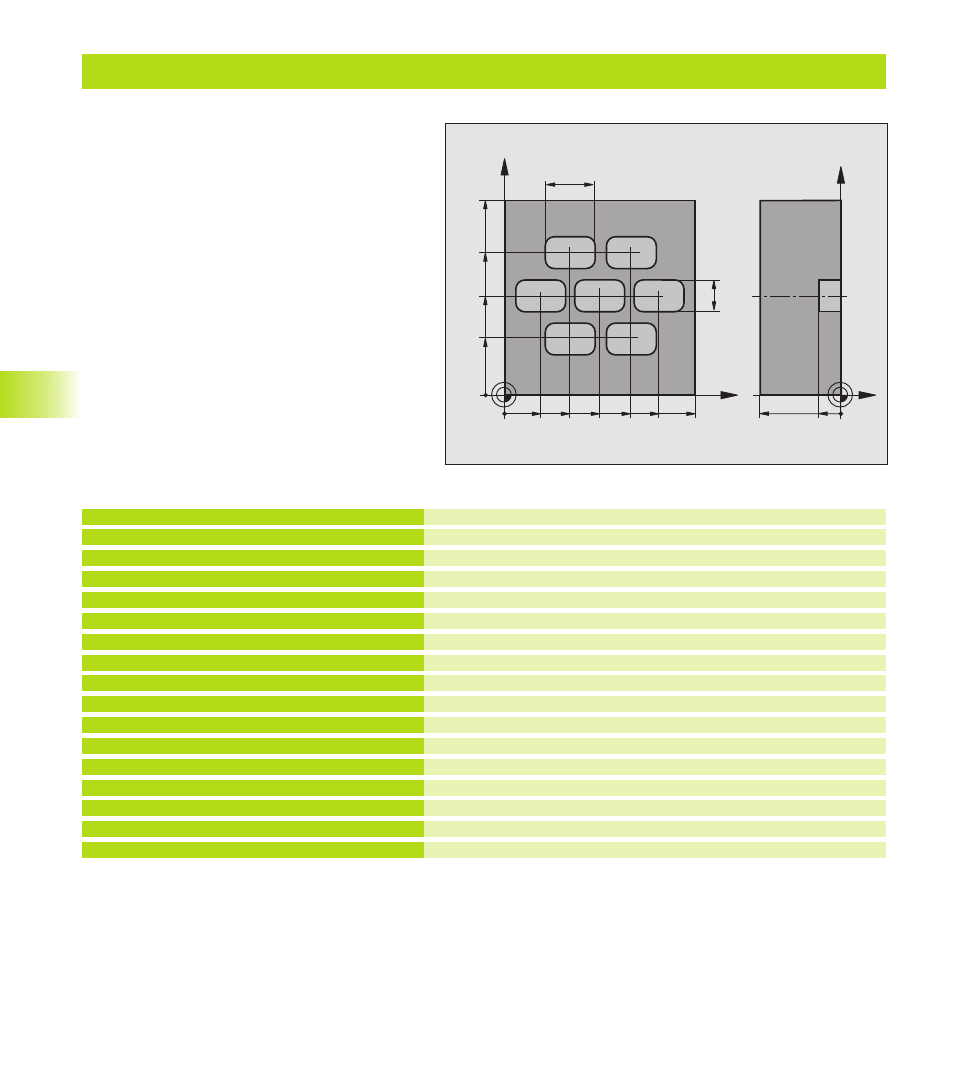
Ejemplo: Desbaste y acabado de cajera rectangular junto con tablas de puntos
Definición del bloque
Definición de la hta. para el desbaste
Definición de la hta. para el acabado
Llamada a la hta. de desbaste
Desplazar la hta. a la altura de seguridad (programar un valor para F)
(El TNC posiciona después de cada ciclo a la altura de seguridad)
Determinar la tabla de puntos
Definición del ciclo para el desbaste de la cajera
Llamada al ciclo junto con la tabla de puntos cero MUSTPKT.PNT.
0 BEGIN PGM TAKOM MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL DEF 2 L+0 R+3
5 TOOL CALL 1 Z S5000
6 L Z+10 R0 F5000
7 SEL PATTERN MUSTPKT
8 CYCL DEF 4 .0 FRESADO DE CAJERA
9 CYCL DEF 4 .1 DIST+2
10 CYCL DEF 4 .2 PROF.-10
11 CYCL DEF 4 .3 ARPOX.+3 F150
12 CYCL DEF 4 .4 X+25
13 CYCL DEF 4 .5 Y+15
14 CYCL DEF 4 .6 F350 DR+ RADIO 4
15 CYCL CALL PAT F5000 M3
X
Y
50
50
100
100
25
Z
Y
-40
-10
70
30
35
65
20
80
16
Desarrollo del programa
■
Desbaste de la cajera rectangular con el ciclo 4
■
Acabado de la cajera rectangular con el ciclo 212
Las coordenadas del punto central están
memorizadas en la tabla de puntos MUSTPKT.PNT
(véase pág. siguiente) y el TNC las llama con CYCL
CALL PAT.
Rogamos tengan en cuenta que en la definición del
ciclo 212 se programa 0 tanto para las coordenadas
del centro de la cajera (Q212 y Q213), así como para
las coordenadas de la superficie de la pieza.
Para fresar la cajera a diferentes niveles de
profundidad, se modifica la coordenada Z en la tabla
de puntos MUSTPKT.PNT