HEIDENHAIN TNC 410 Manual del usuario
Página 165
8 Programación: Ciclos
152
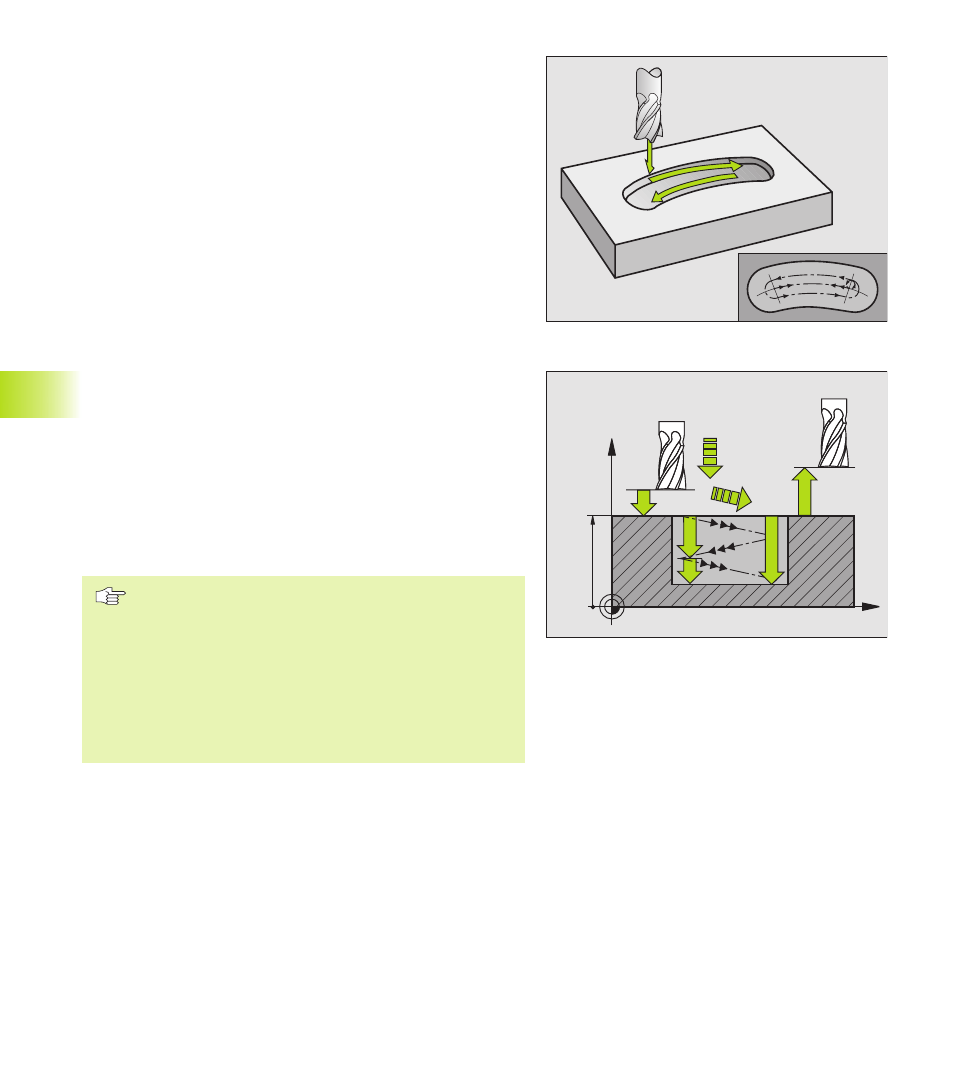
RANURA CIRCULAR con introducción pendular
(ciclo 211)
Desbaste
1 El TNC posiciona la herramienta en marcha rápida en el eje de la
hta. sobre la 2ª distancia de seguridad y a continuación en el
centro del círculo derecho. Desde allí el TNC posiciona la
herramienta a la distancia de seguridad programada sobre la
superficie de la pieza
2 La hta. se desplaza con avance reducido sobre las superficie de la
pieza; desde allí con avance de fresado profundiza en diagonal
hasta el otro extremo de la ranura
3 A continuación la hta. se introduce de nuevo inclinada hasta el
punto inicial; este proceso (2 a 3) se repite hasta alcanzar la
profundidad de fresado programada
4 En la profundidad de fresado programada, el TNC desplaza la hta.
para realizar el fresado horizontal, hasta el otro extremo de la
ranura
Acabado
5 Para el acabado de la ranura el TNC desplaza la hta.
tangencialmente hasta el contorno de acabado. Después se
recorre el contorno en sentido sincronizado al avance (con M3). El
punto inicial para el proceso de acabado se encuentra en el
centro del círculo derecho.
6 Al final del contorno la hta. se retira tangencialmente del mismo
7 Para finalizar la hta. retrocede en marcha rápida FMAX a la
distancia de seguridad, y si se ha programado, a la 2ª distancia de
seguridad
Antes de la programación deberá tenerse en cuenta
El signo del parámetro profundidad determina la
dirección del mecanizado.
Seleccionar el diámetro de la fresa que no sea mayor a la
anchura de la ranura y que no sea menor a un tercio de la
misma.
Seleccionar el diámetro de la fresa menor a la mitad de la
longitud de la ranura. De lo contrario el TNC no puede
realizar la introducción pendular.
8.4 Ciclos par
a el fr
esado de cajer
as,
islas y r
anur
as
X
Z
Q200
Q207
Q202
Q203
Q204
Q201