8 ciclos de fr esado – HEIDENHAIN SW 688945-03 Manual del usuario
Página 319
HEIDENHAIN CNC PILOT 620/640
323
4.8
Ciclos
de
fr
esado
Ejecución del ciclo
1
conecta el eje C y lo posiciona con avance rápido en Ángulo de
cabezal C (sólo en el modo Aprendizaje)
2
calcula la subdivisión del corte (alimentaciones de plano de
fresado, alimentaciones de profundidad de fresado)
Fresado de contorno
:
3
realiza la aproximación en función del Radio de entrada R y se
alimenta la herramienta para el primer plano de fresado
4
fresa un plano
5
alimenta la herramienta para el siguiente plano de fresado
6
repite 5 ..6, hasta alcanzar la profundidad de fresado
Notas sobre parámetros/funciones:
Fresado de contornos o cajeras:
se define con factor
de solapamiento U
Dirección de fresado:
está determinada por el Sentido
de desarrollo del fresado H y por el sentido de giro
de la fresa Ver “Sentido de desarrollo del fresado en el
fresado de contornos” en pág. 341.
Compensación de radio de fresa:
se ejecuta (excepto
en el fresado de contorno con JK=0).
Aproximación y alejamiento:
en contornos cerrados,
el punto inicial del primer elemento (en rectángulos es el
elemento más largo) es la posición de aproximación y
alejamiento. Con Radio de entrada R se determina si la
aproximación se realiza directamente o según un arco.
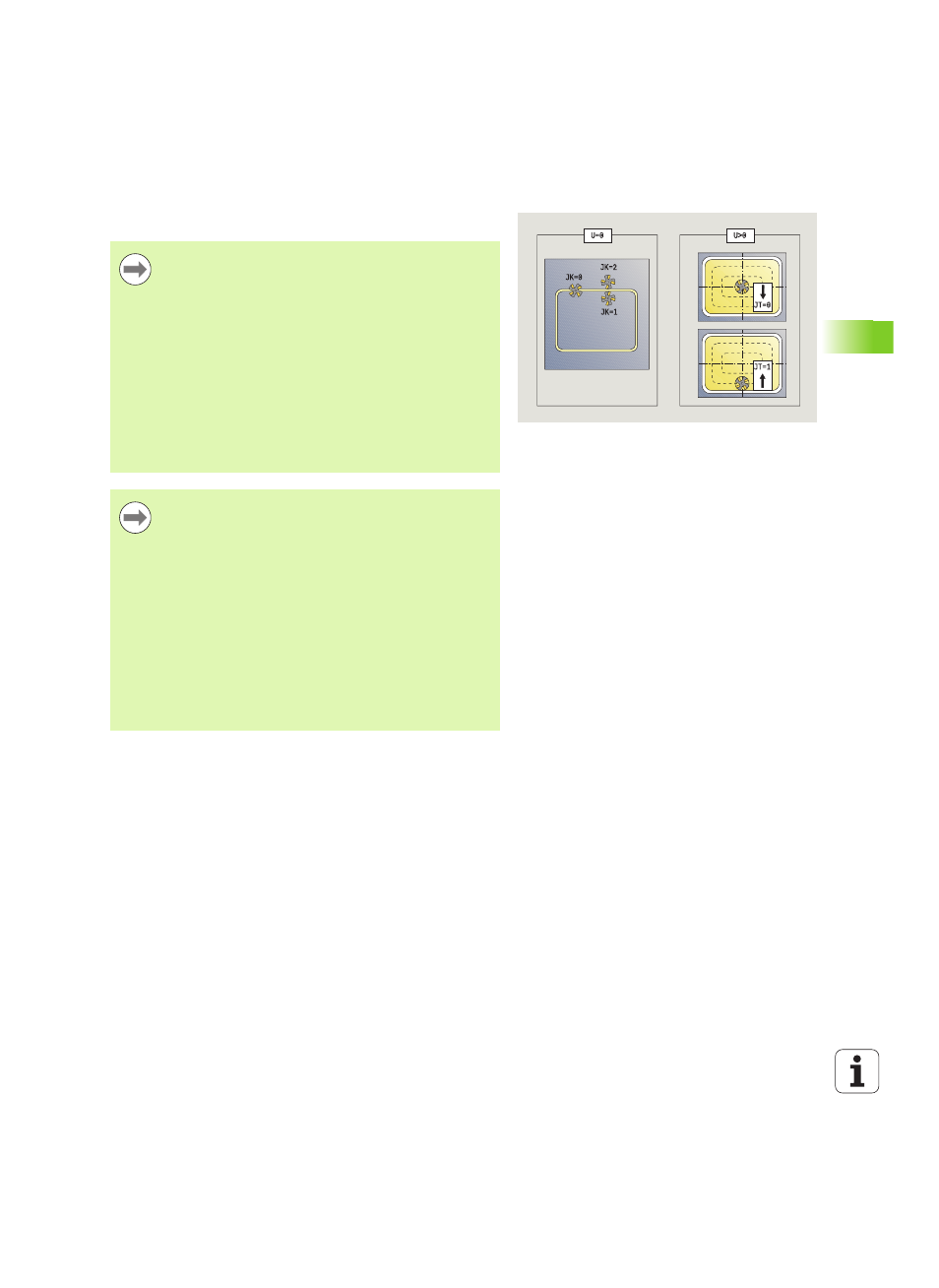
Notas sobre parámetros/funciones:
Fresado de contorno JK define si la fresa debe trabajar
sobre el contorno (centro de la fresa sobre el contorno)
o por el lado interior/exterior del contorno. En el caso de
contornos abiertos
se trabaja en la dirección de
creación del contorno. JK define si el recorrido se realiza
por la izquierda o por la derecha del contorno.
Fresado de cajera – Desbaste (O=0):
Defina con JT si
se desea mecanizar la cajera de dentro hacia fuera o
viceversa.
Fresado de cajera - acabado (O=1):
En primer lugar se
fresa el borde de la cajera y, a continuación, el fondo de
la misma. Con JT se define si se desea realizar el
acabado del fondo de la cajera desde dentro hacia fuera
o viceversa.