Contorno icp axial, 8 ciclos de fr esado – HEIDENHAIN SW 688945-03 Manual del usuario
Página 317
HEIDENHAIN CNC PILOT 620/640
321
4.8
Ciclos
de
fr
esado
Contorno ICP axial
Seleccionar Fresado
Seleccionar Contorno axial ICP
En función de los parámetros, el ciclo fresa un contorno o bien
desbasta/realiza el acabado de una cajera en la superficie frontal.
Parámetros de ciclo
(primera ventana de introducción de datos)
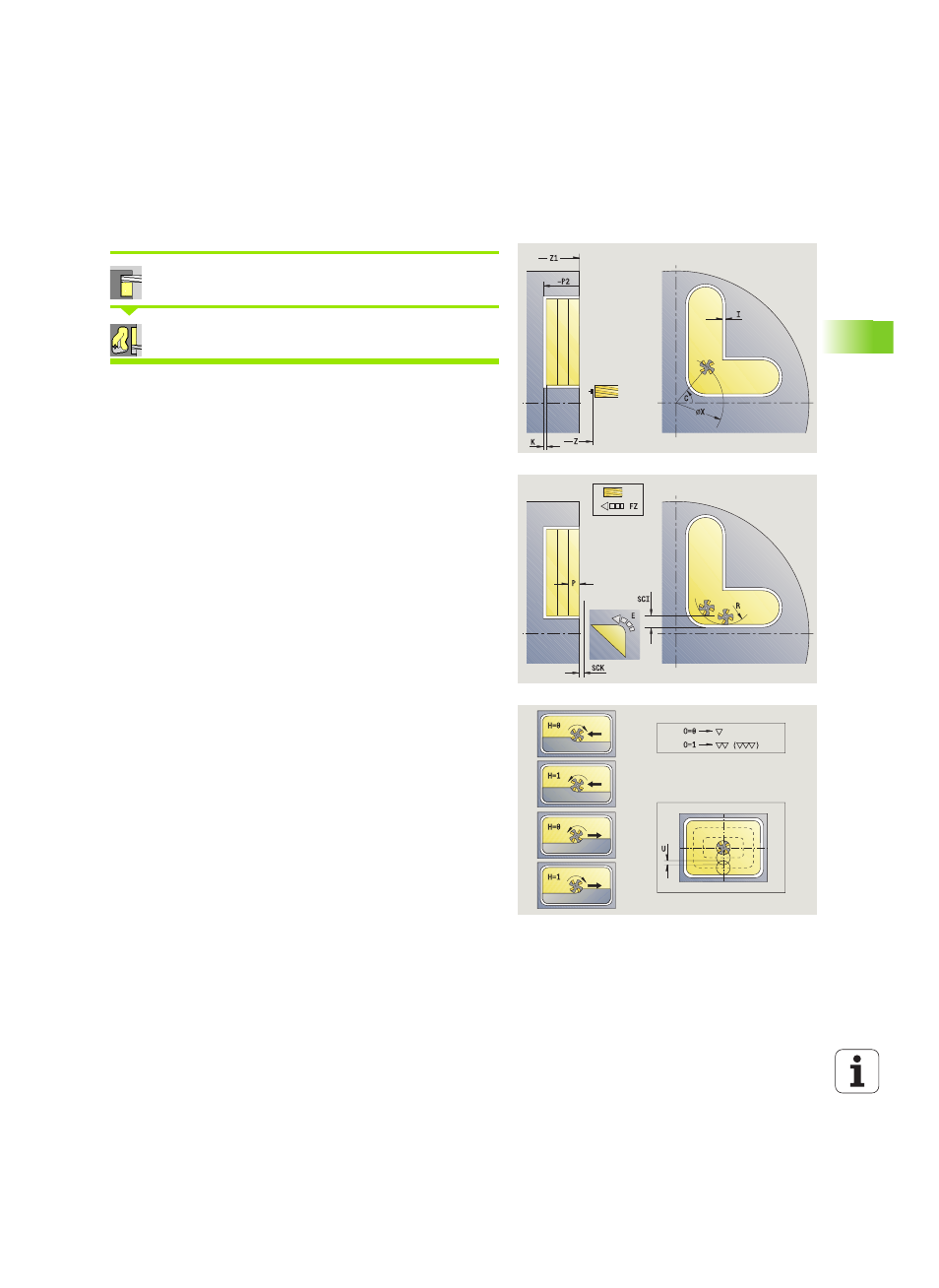
X, Z
Punto de partida
C
Ángulo de cabezal (posición del eje C)
Z1
Arista superior de fresado (por defecto: punto de
arranque Z)
P2
Profundidad de fresado
I
Sobremedida paralela al contorno
K
Sobremedida en dirección de alimentación
P
Profundidad de aproximación (por defecto: profundidad
total en una aproximación)
FZ
Avance de alimentación (por defecto: avance activo)
E
Avance reducido para elementos circulares (por defecto:
avance activo)
FK
Número de contorno ICP
G14
Punto de cambio de herramienta (véase pág. 130)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
Parámetros de ciclo
(segunda ventana de introducción de datos)
O
Desbaste o acabado - sólo en fresado de cajeras
0: Desbastar
1: Acabado
2: Desbarbar
H
Dirección de desarrollo del fresado
0: Marcha inversa
1: Marcha sincron.
U
Factor de solapamiento (campo: 0 < U < 1)
U=0 ó sin entrada: fresado del contorno
U>0: Fresado de cajeras - solapamiento mínimo de las
trayectorias de fresado = U*Diámetro de fresado