Taladrado axial, 7 ciclos de taladr ado – HEIDENHAIN SW 688945-03 Manual del usuario
Página 290
294
Modo Teach-in (Aprendizaje)
4.7 Ciclos de taladr
ado
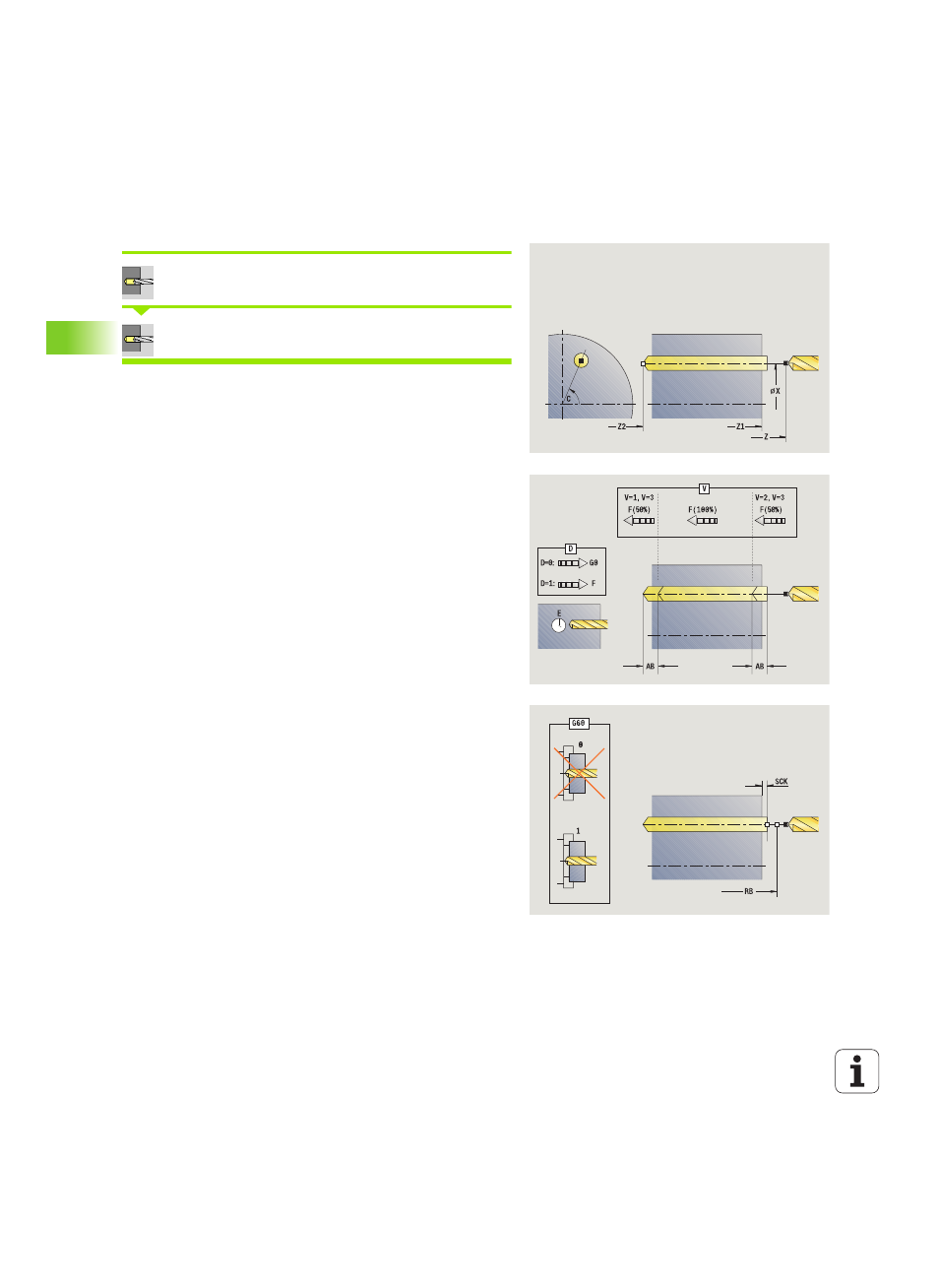
Taladrado axial
Seleccionar Taladrado
Seleccionar Taladrado axial
El ciclo realiza un taladro en la superficie frontal.
Parámetros de ciclo
X, Z
Punto de partida
C
Ángulo de cabezal (posición del eje C)
Z1
Punto inicial del taladrar ( por defecto: Taladrar desde "Z")
Z2
Punto final de taladrado
E
Tiempo de permanencia (para el tallado libre en la base del
taladro)
(por defecto: 0)
D
Tipo retracción
0: Avance rápido
1: Avance
AB
Longitud del taladro y longitud de perforación (por defecto:
0)
V
Variantes de taladrado inicial y pasante (por defecto: 0)
0: Sin reducción del avance
1: Reducción del avance al final del taladrado
2: Reducción del avance al comienzo del taladrado
3: Reducción del avance al comienzo y al final del
taladrado
SCK
Distancia de seguridad (véase pág. 130)
G60
Deasactivar zona de protección para el proceso de taladrar
0: activo
1: no activo
G14
Punto de cambio de herramienta (véase pág. 130)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
BP
Duración de pausa: tiempo de interrupción del movimiento
de avance: Mediante el avance intermitente se rompe la
viruta.
BF
Duración de avance: intervalo de tiempo hasta la siguiente
pausa. Mediante el avance intermitente se rompe la viruta.