4 ciclos de ar ra nque de vir u ta (multipasada) – HEIDENHAIN SW 688945-03 Manual del usuario
Página 198
202
Modo Teach-in (Aprendizaje)
4.4 Ciclos de ar
ra
nque de vir
u
ta (multipasada)
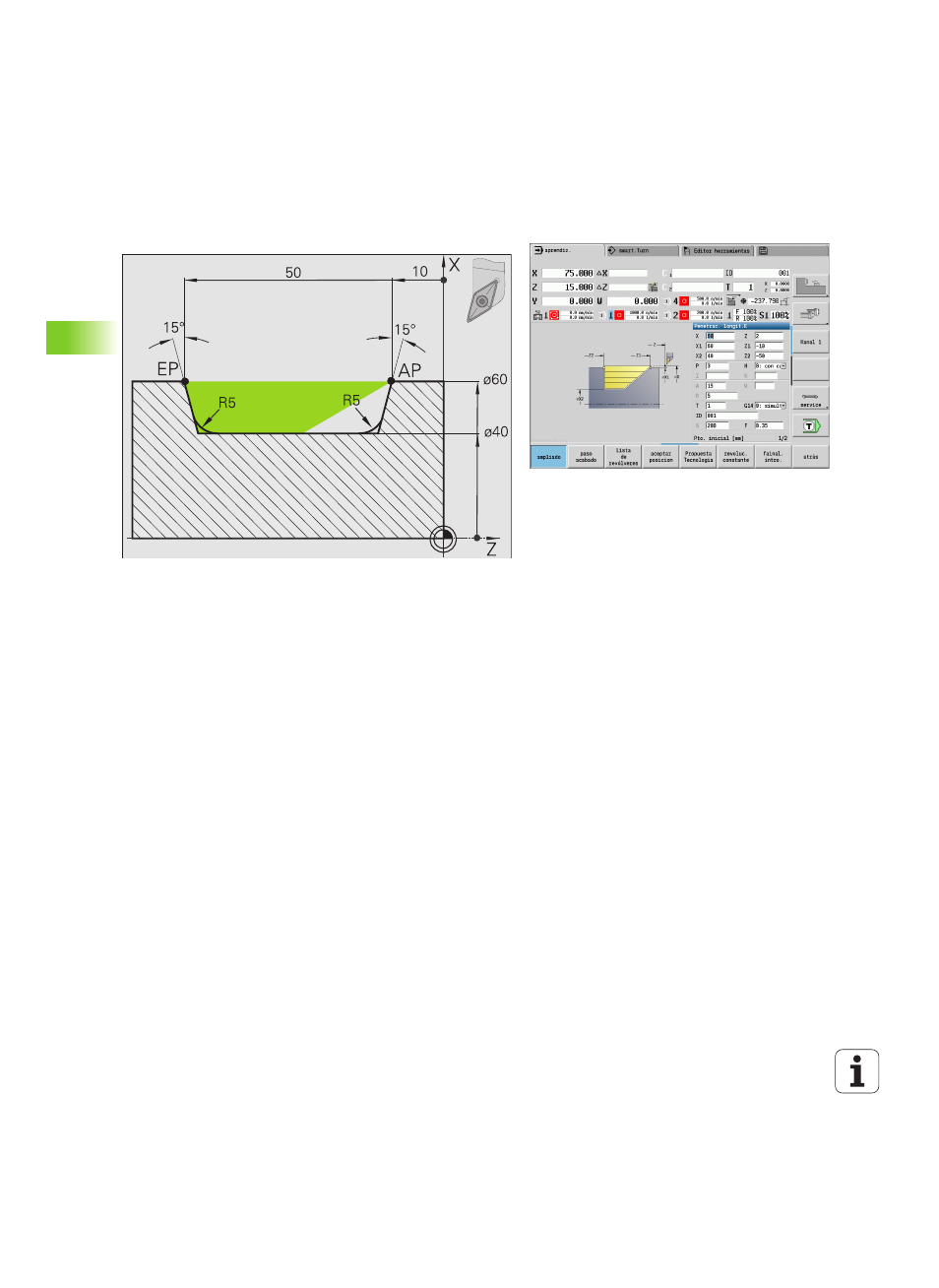
Desbaste (de perfilado interior en taladrado profundo) utilizando
el ciclo con penetración
La herramienta utilizada no puede penetrar con el ángulo de 15º. Por
este motivo, el área a mecanizar se procesa en dos pasos.
1. Primer paso:
La zona marcada desde AP (Punto inicial del contorno) hasta EP (Punto
final del contorno) se desbasta con el ciclo Penetración longitudinal
Ampliado teniendo presentes las sobremedidas.
El Ángulo inicial A se predefine a 15°, como figura acotado en el
plano. El CNC PILOT calcula, a partir de los parámetros de
herramienta, el ángulo de penetración máximo posible. El "material
restante" no se arranca y se mecaniza en el 2º paso.
El "modo Ampliado" se utiliza para mecanizar los redondeos en el
fondo del contorno.
Tenga presentes los parámetros Punto inicial del contorno X1, Z1
y Punto final del contorno X2, Z2. Son determinantes para decidir
la dirección de arranque de viruta y de alimentación - en este caso
mecanizado exterior y alimentación "en dirección -X".
Datos de herramientas
Herramienta de torneado (para mecanizado exterior)
WO = 1 – Orientación de la herramienta
A = 93° – Ángulo de incidencia
B = 55° – Ángulo de la punta