5 ciclos de pr ofundización – HEIDENHAIN SW 688945-03 Manual del usuario
Página 241
HEIDENHAIN CNC PILOT 620/640
245
4.5
Ciclos
de
pr
ofundización
Ranurado axial de acabado en superficie lateral –
Ampliado
Seleccionar Ciclos de profundización
Seleccionar Ranurado en superficie lateral
Seleccionar Ranurado axial en superficie lateral
Activar la softkey Ampliado
Activar la softkey Acabado
El ciclo realiza el acabado del segmento de contorno definido por Punto
inicial del contorno y Punto final del contorno (véase además
“Ranurado en superficie lateral” en pág. 230).
Las sobremedidas I, K definen el material a mecanizar en
el ciclo de acabado. Por ello se deben indicar las
sobremedidas en el ranurado radial de acabado.
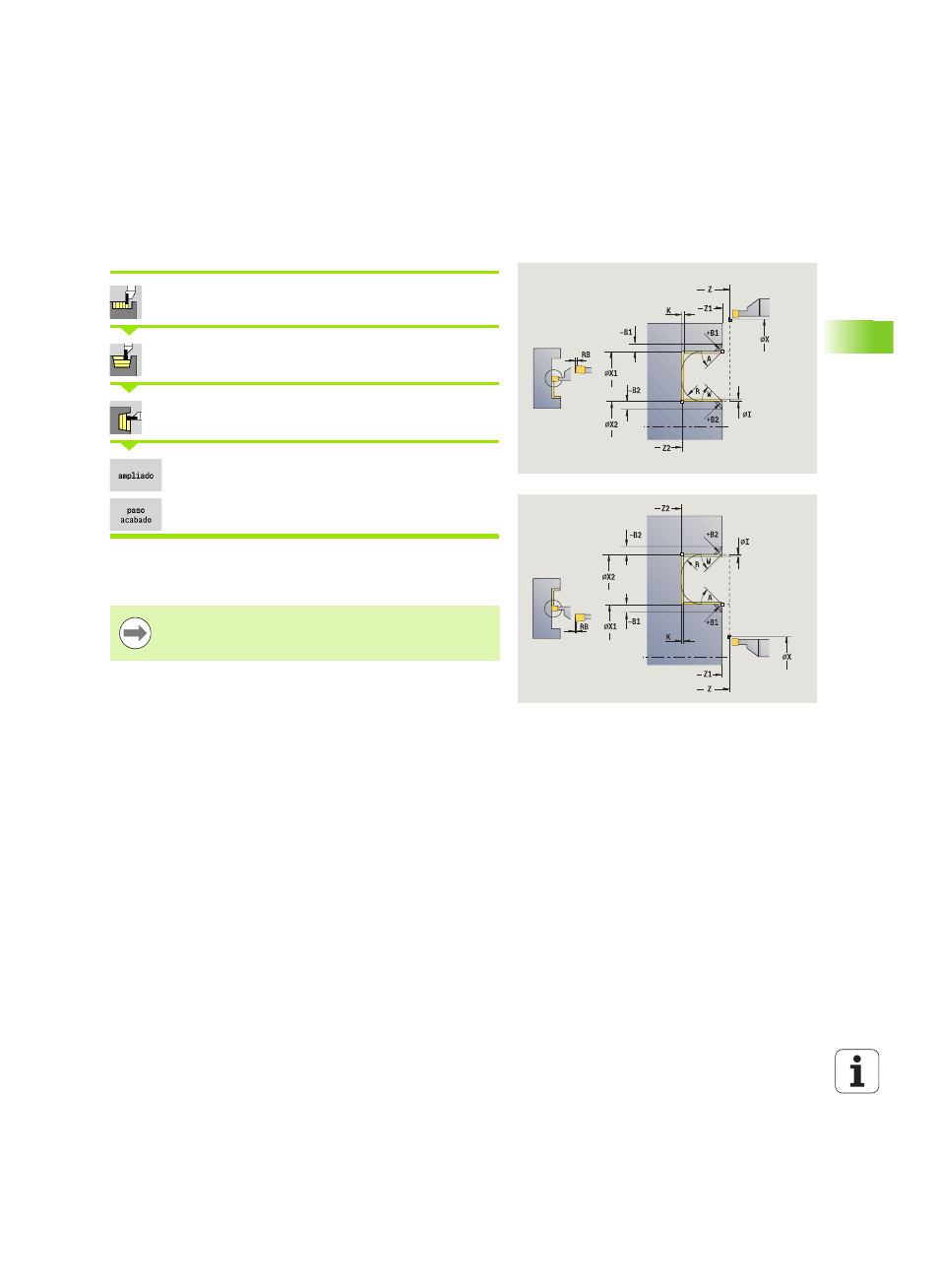
Parámetros de ciclo
X, Z
Punto de partida
X1, Z1
Punto inicial del contorno
X2, Z2
Punto final del contorno
RB
corr. torneado
I, K
Se considera la sobremedida en X y Z al realizar el acabado
para los mecanizados siguientes
A
Ángulo inicial (Rango: 0° < = < 90°)
W
Ángulo final (Rango: 0° < = W < 90°)
R
Redondeo
G14
Punto de cambio de herramienta (véase pág. 130)
T
Número de puesto de revólver
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
B1, B2
Bisel/Redondeo (B1 Inicio del contorno; B2 final del
contorno)
B>0: Radio del redondeo
B<0: Anchura del bisel