Mecanizado lineal longitudinal, 3 ciclos de cor te individual – HEIDENHAIN SW 688945-03 Manual del usuario
Página 133
HEIDENHAIN CNC PILOT 620/640
137
4.3
Ciclos
de
cor
te
individual
Mecanizado lineal longitudinal
Seleccionar Cortes individuales
Seleccionar Mecanizado lineal longitudinal
Desactivado:
La herramienta se detiene al final del
ciclo
Activado:
La herramienta retrocede al punto de
partida
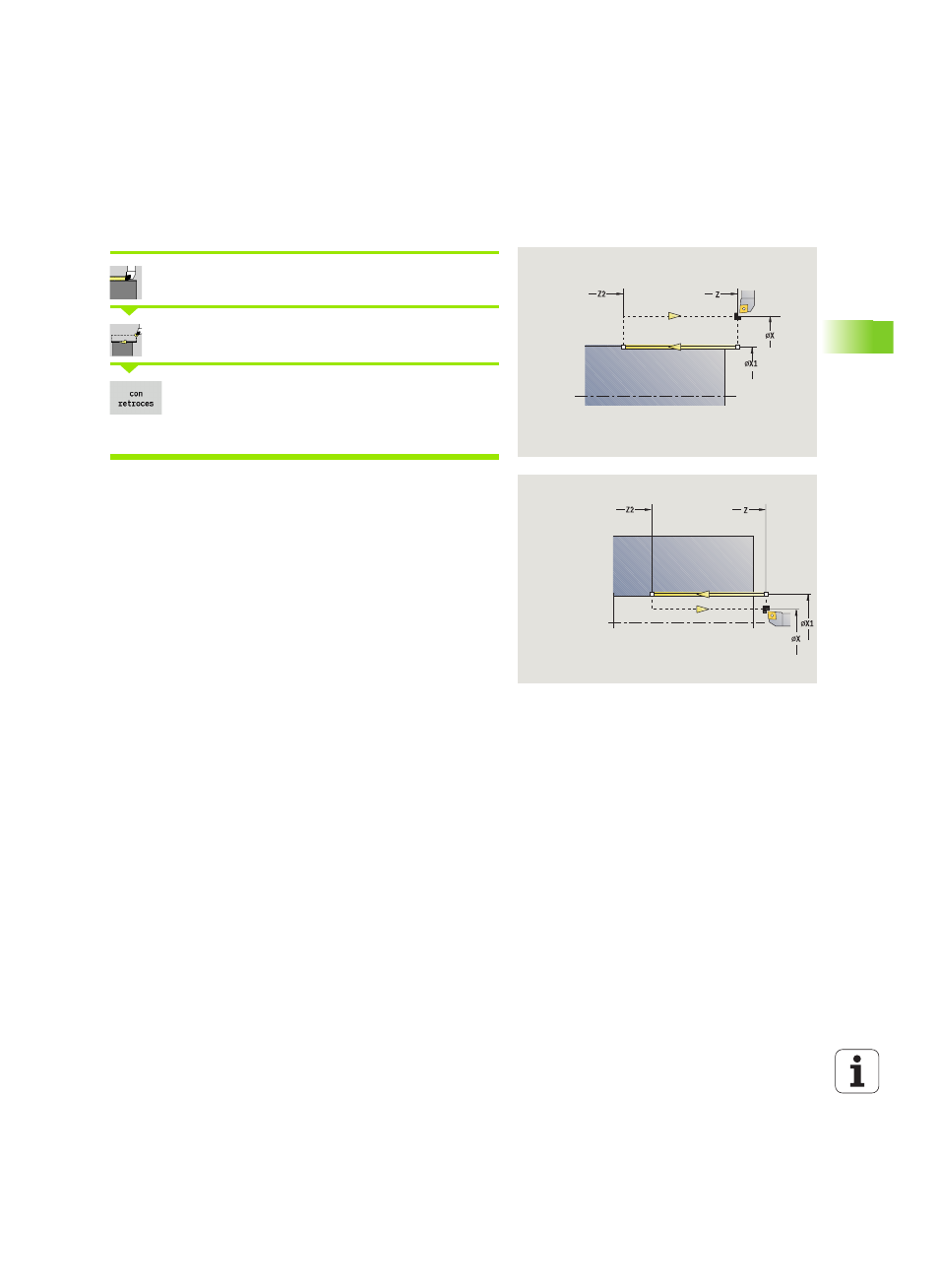
Mecanizado lineal longitudinal
La herramienta se desplaza del punto de partida con el avance activo
al Punto final Z2 y se detiene al final del ciclo.
Contorno lineal longitudinal
(con retorno)
La herramienta se aproxima, ejecuta el corte longitudinal y al final del
ciclo regresa al punto de partida (véanse imágenes).
Tipo de mecanizado para acceso a la base de datos tecnológicos:
Acabado
Ejecución del ciclo cuando está activado "Con retorno"
1
se desplaza desde el punto de partida hasta el punto inicial X1
2
se desplaza con el avance activo hasta el punto final Z2
3
se eleva y regresa al punto de partida en paralelo a los ejes
Parámetros de ciclo
X, Z
Punto de partida
X1
Punto inicial del contorno (con "retroceso")
Z2
Punto final del contorno
T
Número de puesto de revólver
G14
Punto de cambio de herramienta (en caso de "con
retroceso")
ID
Número ID de herramienta
S
Nº de revoluciones/velocidad de corte
F
Avance por revolución
MT
M después de T: función M que se ejecuta después de la
llamada a herramienta T.
MFS
M al comienzo: función M que se ejecuta al comienzo del
paso de mecanizado.
MFE
M al final: función M que se ejecuta al final del paso de
mecanizado.
WP
Indicación de con que cabezal de la pieza se desarrolla el
ciclo (dependiente de la máquina)
Accionamiento principal
Contracabezal para el mecanizado de la cara posterior