4 ciclos de ar ra nque de vir u ta (multipasada) – HEIDENHAIN SW 688945-03 Manual del usuario
Página 181
HEIDENHAIN CNC PILOT 620/640
185
4.4 Ciclos de ar
ra
nque de vir
u
ta (multipasada)
Mecanizado , en paralelo al contorno ICP
transversal
Seleccionar Ciclos multipasada longitudinal/
transversal
Seleccionar paralelo al contorno ICP transversal
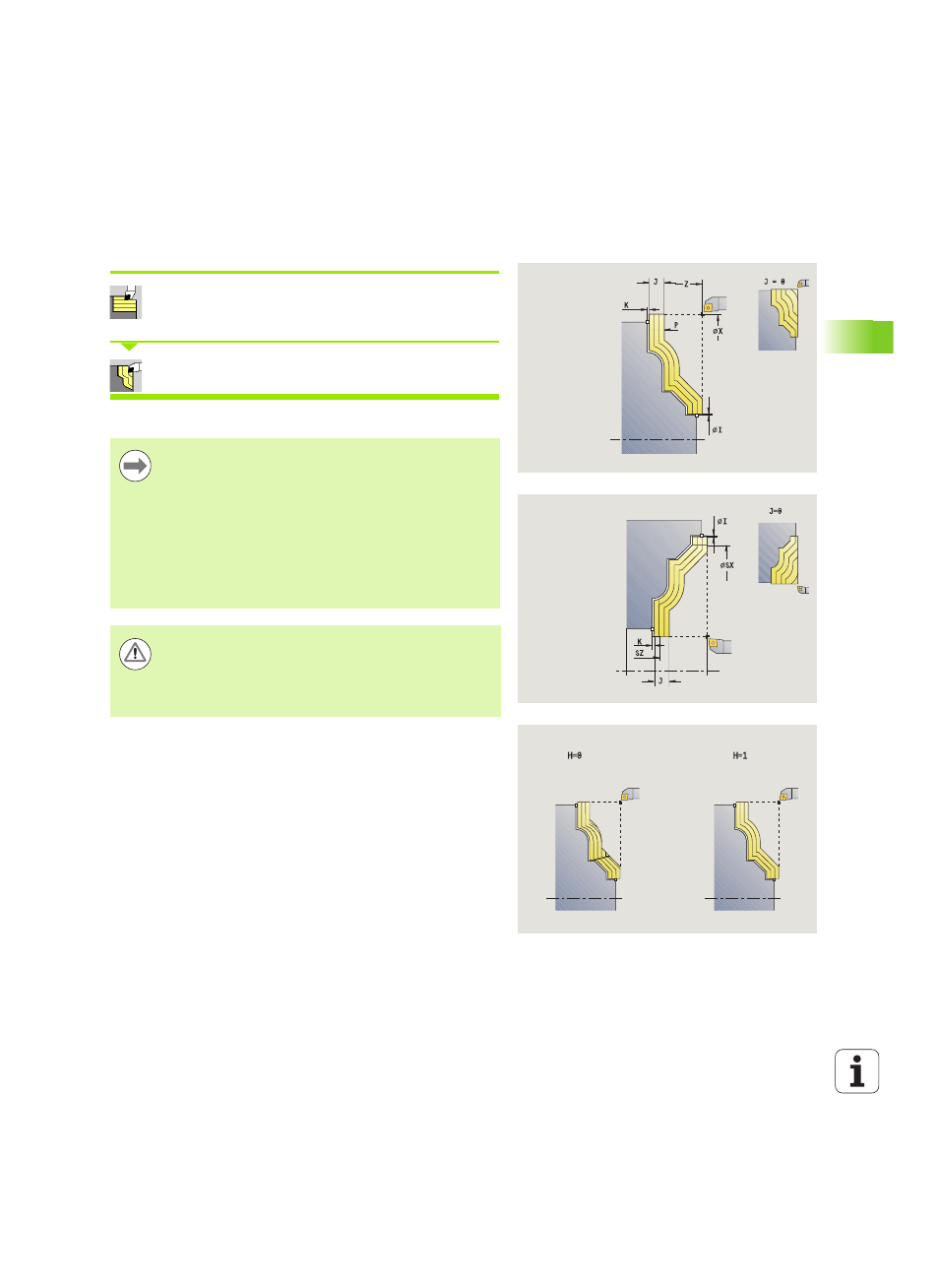
El ciclo desbasta la zona definida en paralelo al contorno.
El ciclo desbasta en paralelo al contorno en función de
la sobremedida de pieza en bruto J y tipo de líneas
de corte H:
J=0: la zona descrita por "X, Z" y el contorno ICP
teniendo presentes las sobremedidas.
J>0: la zona descrita por el contorno ICP (más
sobremedidas) y la sobremedida de la pieza en
bruto J.
La herramienta profundiza con el ángulo máx. posible, el
material restante se queda.
¡Atención Peligro de colisión!
Sobremedida de la pieza en bruto J>0
: Utilice como
profundidad de alimentación P la alimentación menor
cuando las alimentaciones máximas en las direcciones
longitudinal y transversal sean diferentes.
Parámetros de ciclo
X, Z
Punto de partida
FK
Pieza acabada ICP: Nombre del contorno que se desea
mecanizar
P
La profundidad de alimentación se devalúa en función de
"J"
J=0: P es la profundidad de alimentación máxima. El
ciclo reduce la profundidad de alimentación cuando la
alimentación programada no es posible en dirección
longitudinal o transversal debido a la geometría de corte.
J>0: P es la profundidad de alimentación. Esta
alimentación se utiliza en dirección longitudinal y
transversal.
H
Tipo de líneas de corte – el ciclo se mecaniza
0: con profundidad de corte constante
1: con líneas de corte equidistantes
I, K
Sobremedida X, Z