2 subprogramas, Funcionamiento, Indicaciones sobre la programación – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 367: Programación de un subprograma, Llamada a un subprograma, 2 sub p rogr ama s 9.2 subprogramas
iTNC HEIDENHAIN 530
343
9.2 Sub
p
rogr
ama
s
9.2 Subprogramas
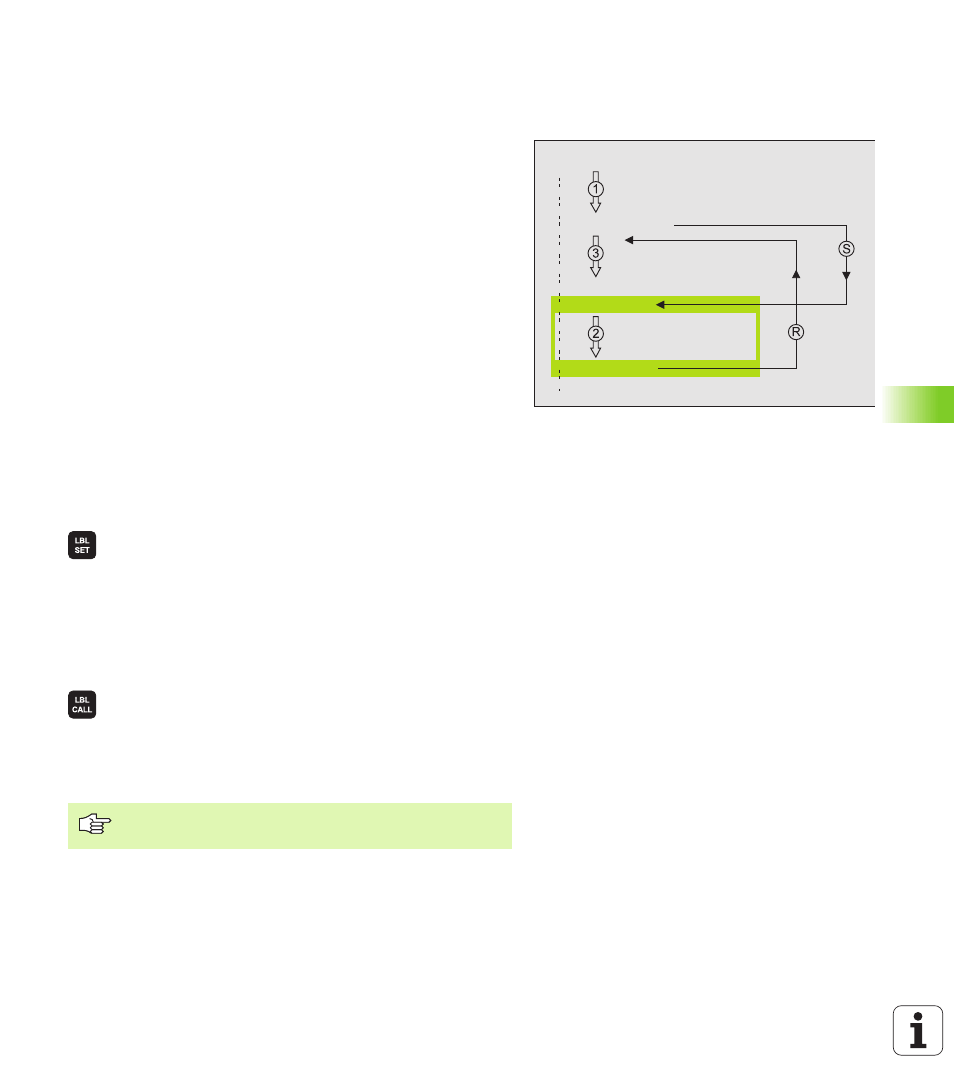
Funcionamiento
1
El TNC ejecuta el programa de mecanizado hasta una llamada al
subprograma LN,0 aus. n puede ser cualquier número de label
2
A paritr de aquí el TNC ejecuta el subprograma llamado hasta el
final del mismo G98 L0
3
A continuación el TNC prosigue con el programa de mecanizado en
la frase que sigue a la llamada al subprograma LN,0
Indicaciones sobre la programación
n
Un programa principal puede contener hasta 254 subprogramas
n
Los subprogramas se pueden llamar en cualquier secuencia tantas
veces como se desee.
n
Un subprograma no puede llamarse a si mismo.
n
Los subprogramas se programan al final de un programa principal
(detrás de la frase con M2 o M30)
n
Si existen subprogramas en el programa de mecanizado delante de
la frase con M02 o M30, estos se ejecutan como mínimo una vez
sin llamada
Programación de un subprograma
U
U
U
U
Marcar inicio: pulsar tecla LBL SET
U
U
U
U
Introducir número de subprograma, marcar el final con
la tecla END:
U
U
U
U
Marcar el final: pulsar la tecla LBL SET e introducir
número de Label„0“
Llamada a un subprograma
U
U
U
U
Llamada a un subprograma: pulsar tecla LBL CALL
U
U
U
U
Número de label
: Introducir número de label del
subprograma llamado, confirmar con la teclaENT
U
U
U
U
Introducir repetición REP
: „,0“, confirmar con la
tecla ENT
% ...
L1,0
G00 Z+100 M2
G98 L1 *
G98 L0 *
N99999 % ...
No está permitido programar L0,0, ya que corresponde a
la llamada del final de un subprograma.