Orientación del cabezal (ciclo g36), 1 1 ciclo s esp eciale s – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 362
338
8 Programación: Ciclos
8.1
1
Ciclo
s
esp
eciale
s
Ejemplo: Llamada del programa
Se desea llamar al programa 50 a través de la llamada de ciclo
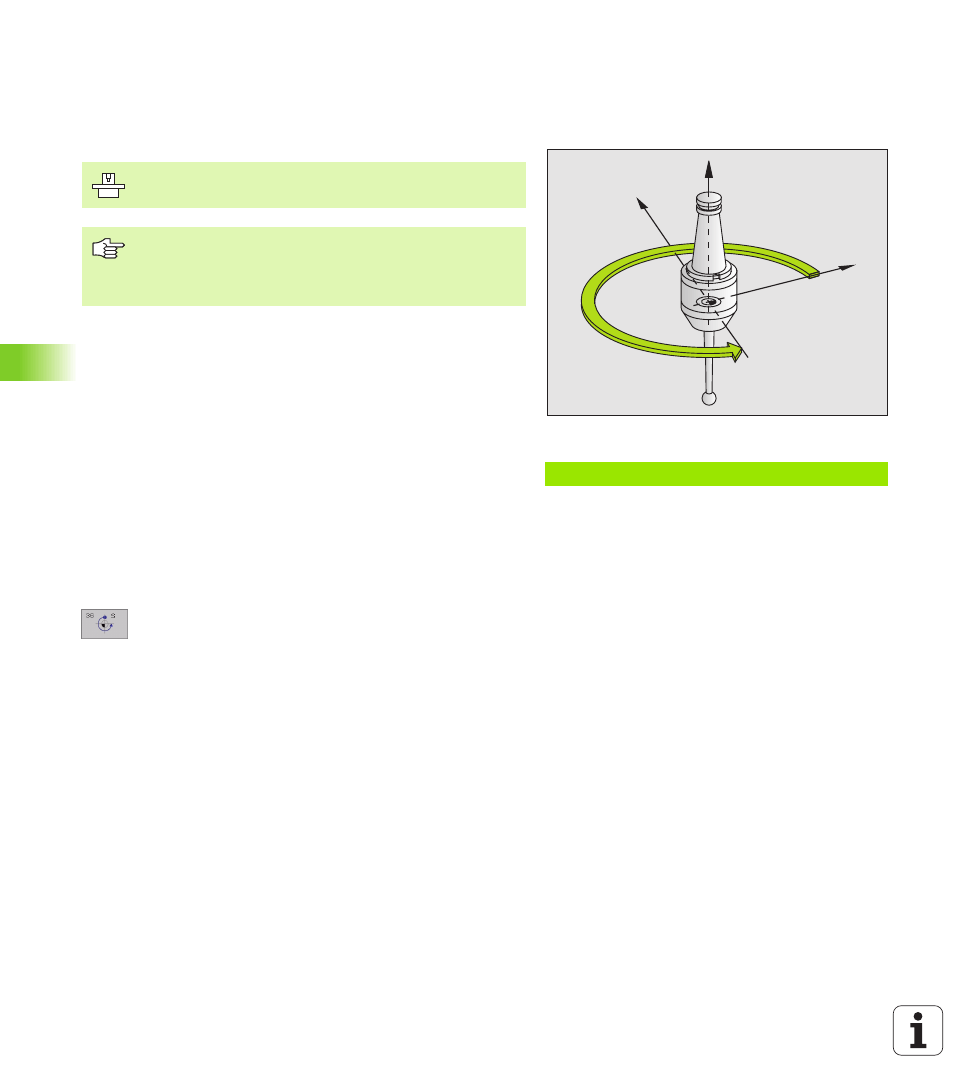
ORIENTACIÓN DEL CABEZAL (ciclo G36)
El TNC puede controlar el cabezal principal de una máquina
herramienta y girarlo a una posición determinada según un ángulo.
La orientación del cabezal se utiliza p.ej. en
n
sistemas de cambio de herramienta con una determinada posición
para el cambio de la misma
n
para ajustar la ventana de emisión y recepción del palpador 3D con
transmisión por infrarrojos
Activación
El TNC posiciona la posición angular definida en el ciclo mediante la
programación de M19 o M20 (depende de la máquina).
Cuando se programa M19 o M20, sin antes haber definido el ciclo
G36, el TNC posiciona el cabezal principal sobre un valor angular,
determinado en un parámetro de máquina (véase el manual de la
máquina).
U
U
U
U
Ángulo de orientación
: Introducir ángulo referido al
eje de referencia angular del plano de trabajo.
Campo de introducción: 0 a 360°
Resolución de la introducción: 0,001°
Ejemplo:Frase NC
N76 G36 S25*
X
Y
Z
El constructor de la máquina prepara la máquina y el TNC.
En los ciclos de mecanizado 202, 204 y 209 se emplea
internamente el ciclo 13. Tener en cuenta en el programa
NC que es necesario programar de nuevo el ciclo 13 según
uno de los ciclos de mecanizado arriba mencionados.