HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 264
240
8 Programación: Ciclos
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
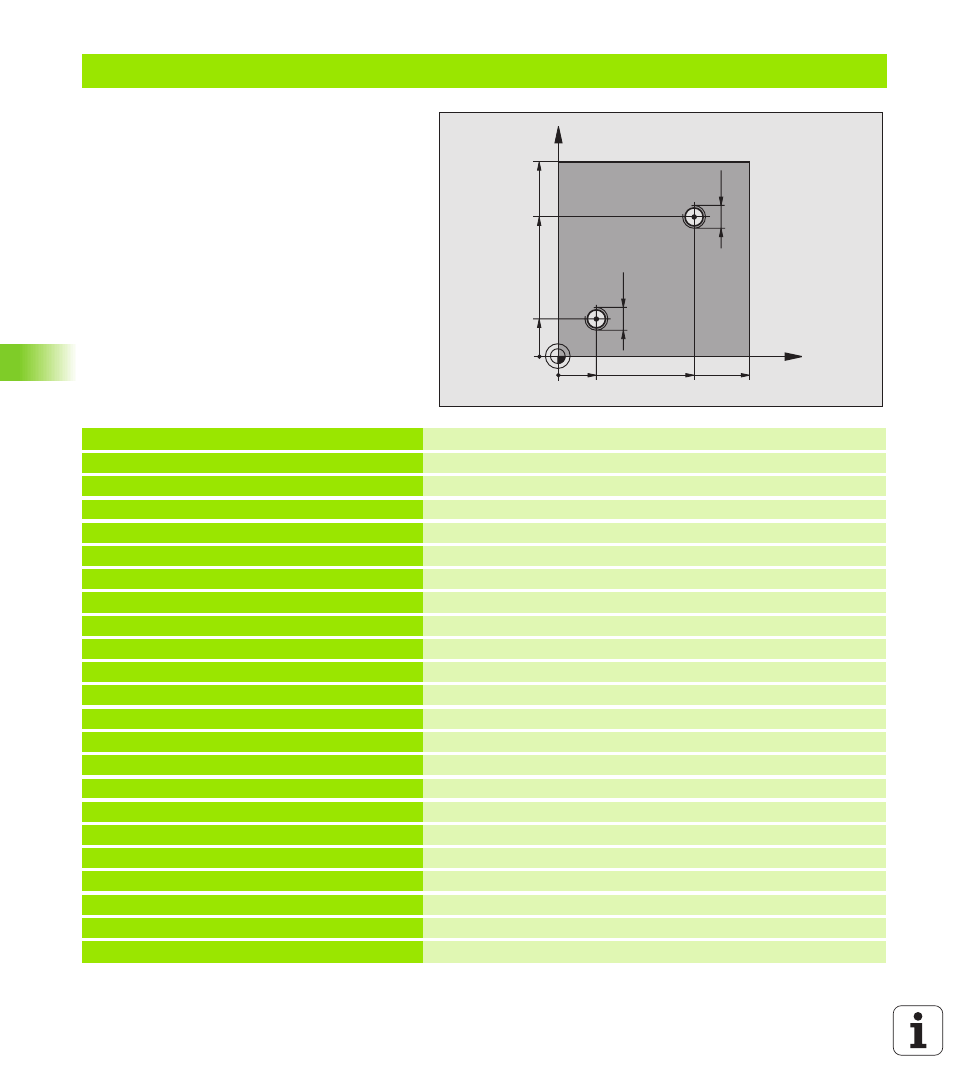
Ejemplo: Ciclos de taladrado
Desarrollo del programa
n
Programación del ciclo de taladrado en el
programa principal
n
Programación del mecanizado en un
subprograma, véase „Subprogramas”, página
343
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definición del bloque
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+6 *
Definición de la herramienta
N40 T1 G17 S4500 *
Llamada a la herramienta
N50 G00 G40 G90 Z+250 *
Retirar la herramienta
N60 G86 P01 +30 P02 -1,75 *
Definición del ciclo Roscado a cuchilla
N70 X+20 Y+20 *
Llegada al 1er taladro
N80 L1,0 *
Llamada al subprograma 1
N90 X+70 Y+70 *
Llegada al 2º taladro
N100 L1,0 *
Llamada al subprograma 1
N110 G00 Z+250 M2 *
Retirar la herramienta, final del programa principal
N120 G98 L1 *
Subprograma 1: Roscado a cuchilla
N130 G36 S0 *
Determinar el ángulo del cabezal para la orientación
N140 M19 *
Orientación del cabezal (es posible un corte repetitivo)
N150 G01 G91 X-2 F1000 *
Hta. desplazada para una profundización sin colisión (depende
del diámetro del núcleo de la hta.)
N160 G90 Z-30 *
Aproximación a la profundidad inicial
N170 G91 X+2 *
Herramienta de nuevo al centro del taladro
N180 G79 *
Llamada al ciclo 18
N190 G90 Z+5 *
Retirada
N200 G98 L0 *
Final del subprograma 1
N999999 %C18 G71 *
X
Y
20
20
100
100
70
70
M12
M12