1 trabajar con ciclos, Definir ciclo mediante softkeys, 1 t rabajar con ciclo s 8.1 trabajar con ciclos – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 212
188
8 Programación: Ciclos
8.1 T
rabajar con
ciclo
s
8.1 Trabajar con ciclos
Los mecanizados que se repiten y que comprenden varios pasos de
mecanizado, se memorizan en el TNC como ciclos. También las
traslaciones de coordenadas y algunas funciones especiales están
disponibles como ciclos (véase la tabla en la siguiente página).
Los ciclos de mecanizado con números a partir del 200 emplean
parámetros Q como parámetros de transmisión. Los parámetros con
igual función que el TNC emplea en diferentes ciclos, tienen siempre
el mismo número: p.ej. Q200 es siempre la distancia de seguridad,
Q202 es siempre el primer paso de profundización, etc.
Definir ciclo mediante softkeys
U
U
U
U
La carátula de softkeys muestra los diferentes grupos
de ciclos
U
U
U
U
Seleccionar un grupo de ciclos, p.ej. Ciclos de
taladrado
U
U
U
U
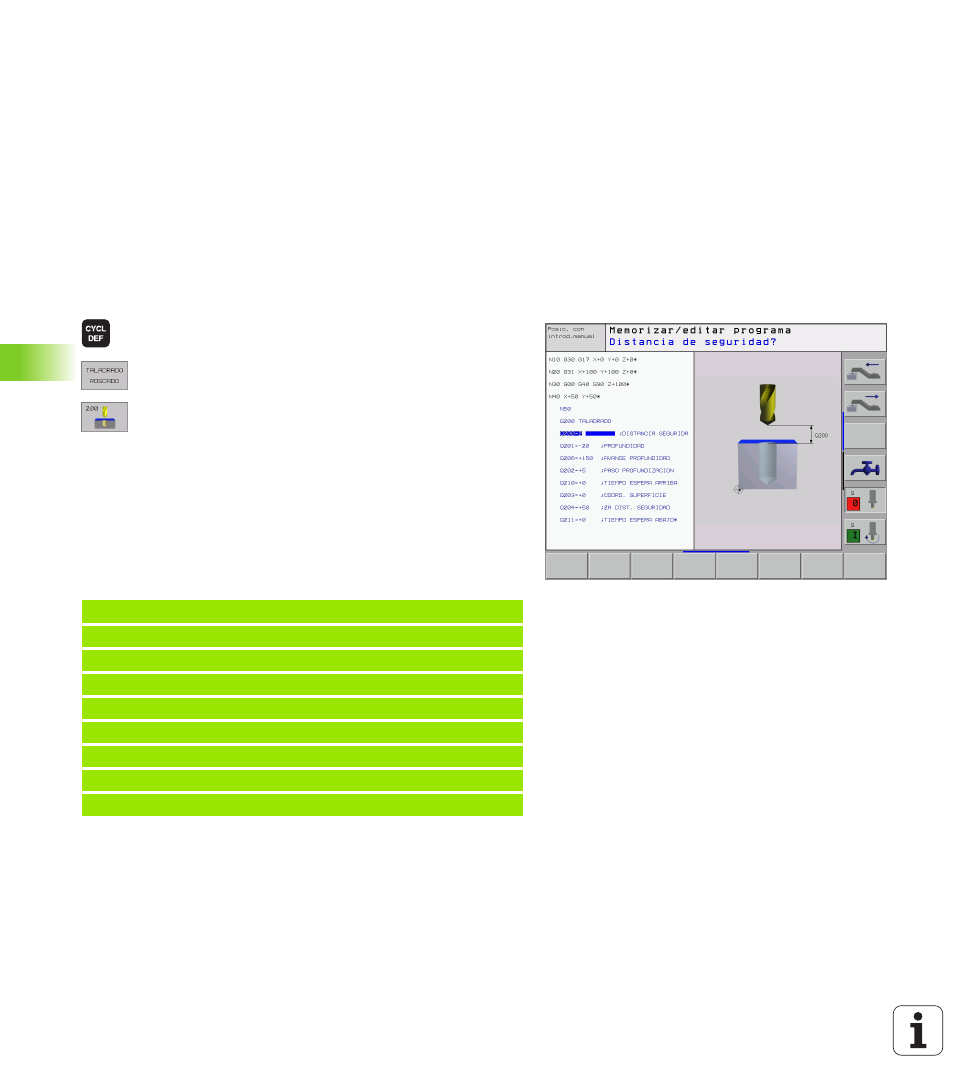
Seleccionar un ciclo, p.ej. TALADRADO. El TNC abre
un diálogo y pregunta por todos los valores de
introducción; simultáneamente aparece en la mitad
derecha de la pantalla un gráfico en el cual aparecen
los parámetros a introducir en color más claro
U
U
U
U
Introducir todos los parámetros que solicita el TNC y
finalizar cada introducción con la tecla ENT
U
U
U
U
El TNC finaliza el diálogo después de haber
introducido todos los datos precisos
Ejemplo de frase NC
N10 G200 TALADRAR
Q200=2
;DIST. DE SEGURIDAD
Q201=3
;PROFUNDIDAD
Q206=150
;AVANCE AJUSTE EN PROF.
Q202=5
;PROFUNDIDAD DE PASO
Q210=0
;TIEMPO DE ESPERA
Q203=+0
;COORD. SUPERFICIE
Q204=50
;2. DISTANCIA DE SEGURIDAD
Q211=0.25
;TIEMPO DE ESPERA ABAJO