Taladrado (ciclo g200) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 223
iTNC HEIDENHAIN 530
199
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
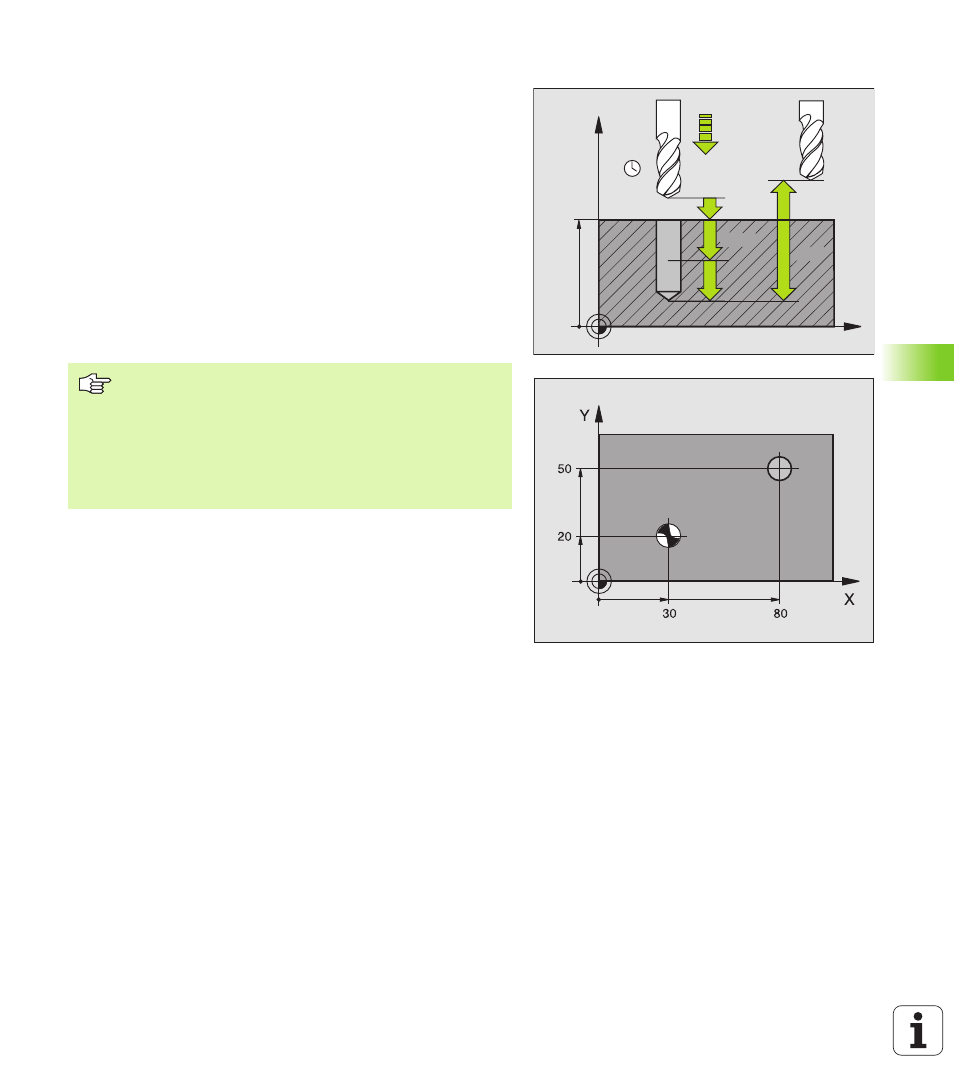
TALADRADO (ciclo G200)
1
El TNC posiciona la hta. en el eje de la misma en marcha rápida a
la distancia de seguridad sobre la superficie de la pieza
2
La hta. taladra con el avance F programado hasta el primer paso de
profundización
3
El TNC retira la hta. en marcha rápida a la distancia de seguridad,
espera allí si se ha programado y a continuación vuelve en marcha
rápida a la distancia de seguridad sobre el primer paso de
profundización
4
A continuación la herramienta taladra con el avance F programado
hasta el siguiente paso de profundización
5
El TNC repite este proceso (2 a 4) hasta haber alcanzado la
profundidad de taladrado programada
6
Desde la base del taladro la hta. se desplaza en marcha rápida a la
distancia de seguridad o – si se ha programado – a la
desplazamiento distancia de seguridad
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Antes de la programación debe tenerse en cuenta
Programar la frase de posicionamiento sobre el punto de
partida (centro del taladro) en el plano de mecanizado con
corrección de radio G40.
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0, el TNC no ejecuta el ciclo.