HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 260
236
8 Programación: Ciclos
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
U
U
U
U
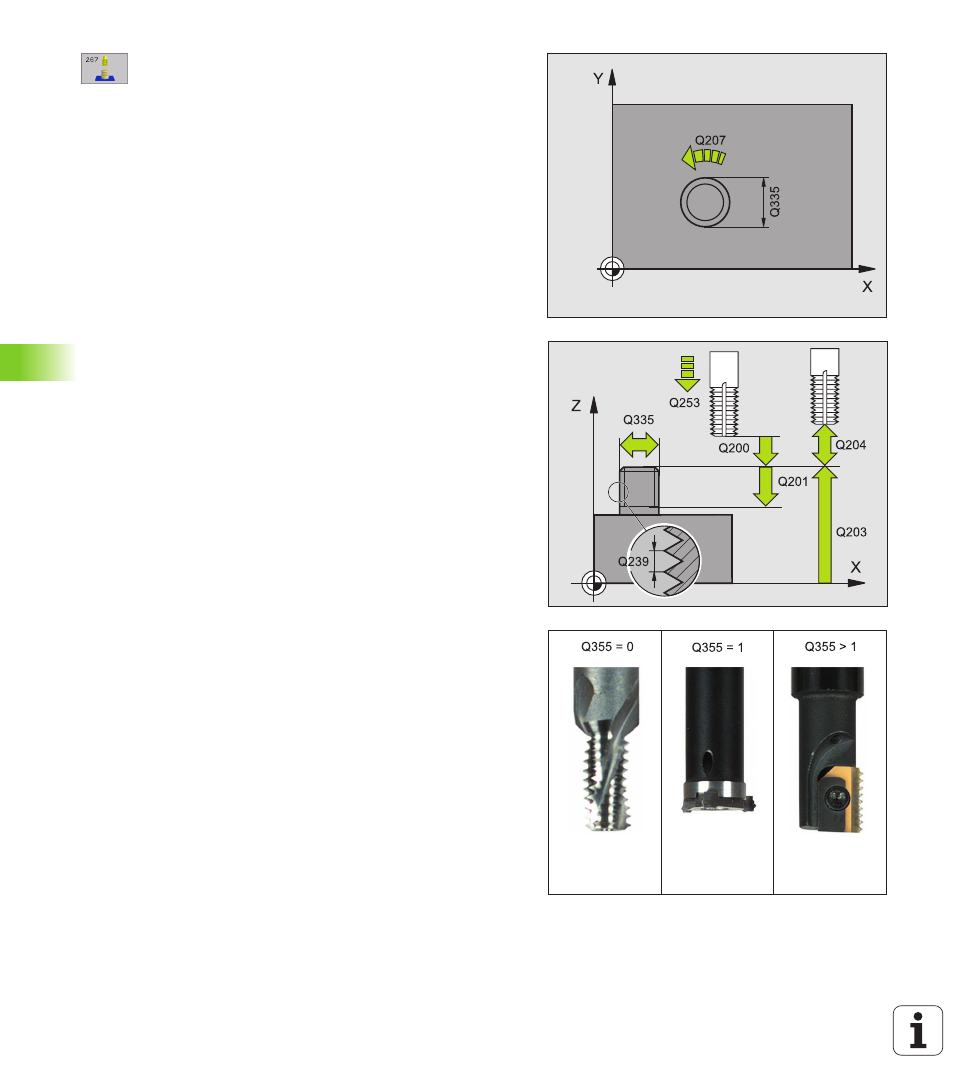
Diámetro nominal
Q335: Diámetro de nominal de la
rosca
U
U
U
U
Paso de rosca
Q239: Paso de rosca. El signo
determina si el roscado es a derechas o a izquierdas:
+= rosca a derechas
– = rosca a izquierdas
U
U
U
U
Profundidad de roscado
Q201 (incremental):
Distancia entre la superficie de la pieza y la base de
roscado
U
U
U
U
Repasar
Q355: Número de pasos de rosca en las que
se desplaza la herramienta, ver figura inferior derecha
0 = una hélice de 360 grados a la profundidad de
rosca
1 = hélice contínua en toda la longitud de la rosca
>1 = varias trayectorias helicoidales con aproximación
y salida, entre las cuales el TNC desplaza la hta. según
el valor de Q355 por el paso
U
U
U
U
Avance del posicionamiento previo
Q253: Velocidad
de desplazamiento de la hta. al profundizar en la pieza
o bien al salir de la misma en mm/min
U
U
U
U
Tipo de fresado
Q351: tipo de mecanizado de
fresado con M03
+1 = fresado sincronizado
–1 = fresado a contramarcha