Taladrado universal (ciclo g203) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 229
iTNC HEIDENHAIN 530
205
8.3 Ciclos p
ar
a taladr
ado
t
a
ladr
ad
o d
e r
o
sca y fr
esad
o d
e r
o
sca
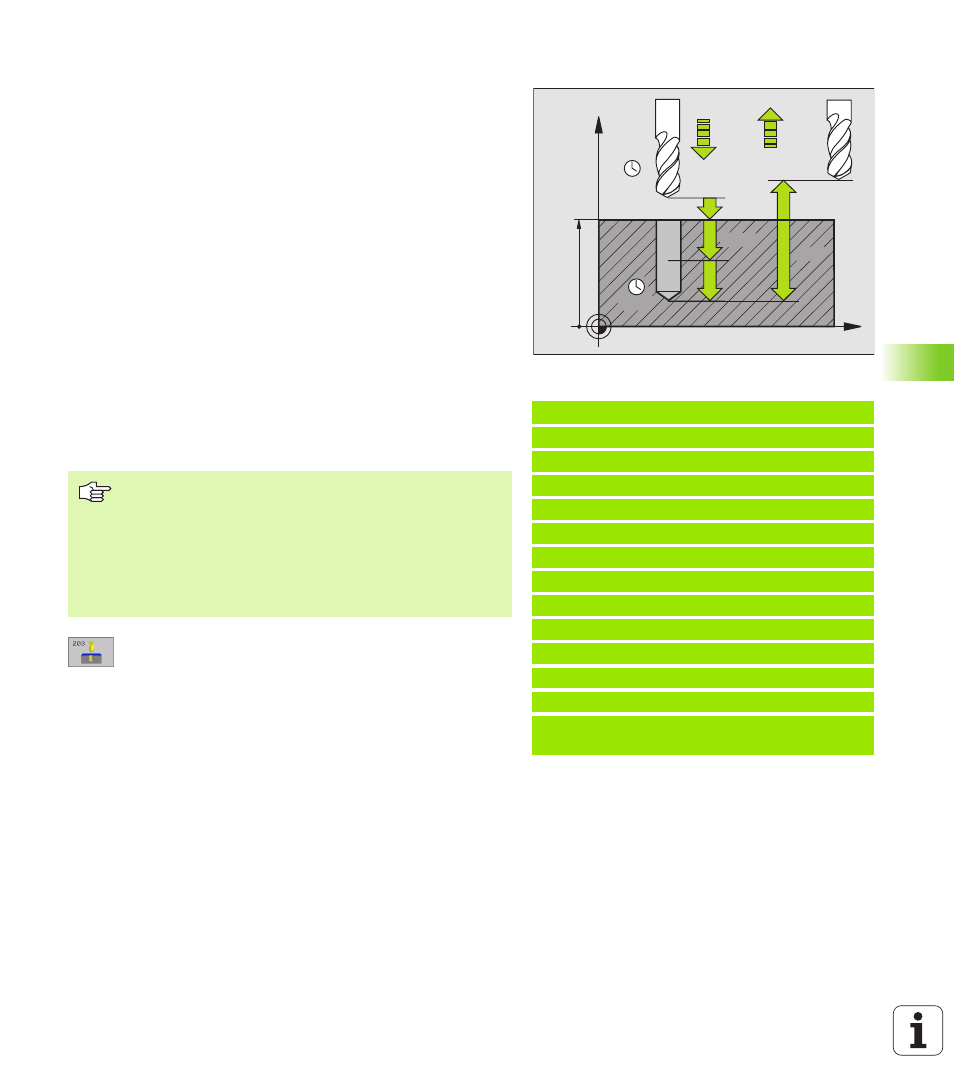
TALADRADO UNIVERSAL (ciclo G203)
1
El TNC posiciona la hta. en el eje de la misma en marcha rápida a
la distancia de seguridad programada sobre la superficie de la pieza
2
La hta. taladra con el avance F programado hasta el primer paso de
profundización
3
En caso de haber programado el arranque de viruta, el TNC retira
la hta. según el valor de retroceso programado. Cuando se trabaja
sin arranque de viruta el TNC retira la hta. con el avance de
retroceso a la distancia de seguridad y allí espera – si se ha
programado – y a continuación se desplaza de nuevo en marcha
rápida a la distancia de seguridad sobre el primer paso de
profundización
4
A continuación la hta. taladra con el avance programado hasta el
siguiente paso de profundización. El paso de profundización se
reduce en cada aproximación según el valor de reducción, – en
caso de que se haya programado
5
El TNC repite este proceso (2-4) hasta alcanzar la profundidad de
taladrado
6
En la base del taladro la hta. espera – si se ha programado – para
el desahogo de viruta y se retira con avance de retroceso a la
distancia de seguridad. En el caso de haber programado una 2ª
distancia de seguridad, el TNC desplaza la hta. a dicha distancia en
marcha rápida
U
U
U
U
Distancia de seguridad
Q200 (incremental):
Distancia punta de la herramienta– Superficie de la
pieza
U
U
U
U
Profundidad
Q201 (incremental): Distancia de la
superficie de la pieza – Base de taladro (extremo del
taladro)
U
U
U
U
Avance del ajuste al profundizar
Q206: Velocidad
de desplazamiento de la herramienta durante el
taladrado en mm/min
U
U
U
U
Paso de profundización
Q202 (valor incremental):
Medida, según la cual la hta. profundiza cada vez en
la pieza. La profundidad de taladrado no tiene porqué
ser múltiplo del paso de profundización. El TNC se
desplaza en un sólo paso de mecanizado a la
profundidad total cuando:
n
El paso de profundización y la profundidad total son
iguales
n
El paso de profundización es mayor a la profundidad
total
Ejemplo: Frases NC
N110 G203 TALADRO UNIVERSAL
Q200=2
;DIST. SEGURIDAD
Q201=-20
;PROFUNDIDAD
Q206=150
;AVANCE AL PROFUNDIZAR
Q202=5
;PROF. DE PASO
Q210=0
;TIEMPO DE ESPERA ARRIBA
Q203=+20
;COOR. SUPERFICIE
Q204=50
;2. DIST. SEGURIDAD
Q212=0.2
;VALOR DE REDUCCIÓN
Q213=3
;Nº ROTURAS DE VIRUTA
Q205=3
;MIN. PROFUNDIDAD DE AJUSTE
Q211=0.25
;TIEMPO DE ESPERA ABAJO
Q208=500
;AVANCE DE RETROCESO
Q256=0.2
;RETROCESO DURANTE ARRANQUE
DE VIRUTA
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Antes de la programación debe tenerse en cuenta
Programar la frase de posicionamiento sobre el punto de
partida (centro del taladro) en el plano de mecanizado con
corrección de radio G40.
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0, el TNC no ejecuta el ciclo.