Figura de puntos en círculo (ciclo g220) – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 289
iTNC HEIDENHAIN 530
265
8
.5 C
icl
os
pa
ra
r
e
a
li
z
a
r f
igu
ra
s de
p
un
tos
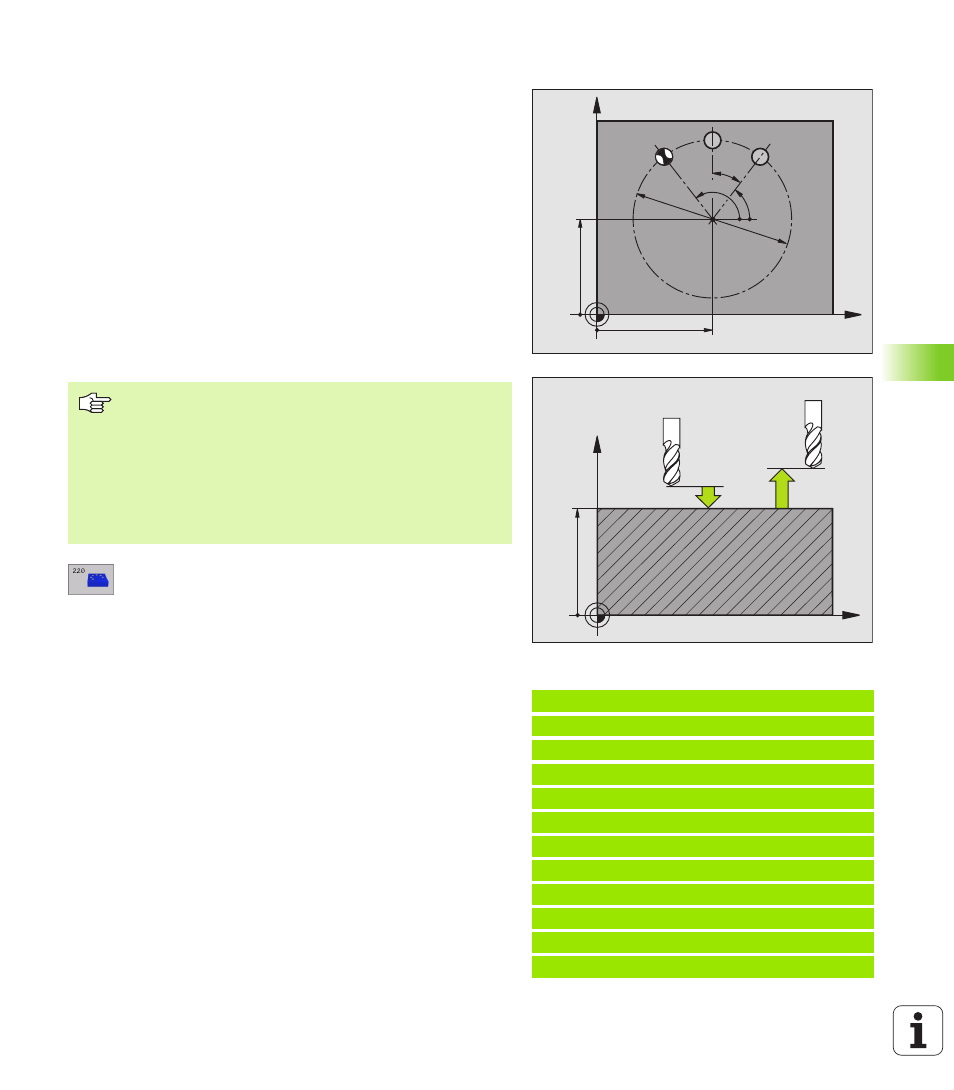
FIGURA DE PUNTOS EN CÍRCULO (ciclo G220)
1
El TNC posiciona la herramienta en marcha rápida desde la
posición actual al punto inicial del primer mecanizado.
Secuencia:
n
desplazamiento a la 2ª distancia de seguridad (eje de la hta.)
n
Aproximación al punto de partida en el plano de mecanizado
n
Desplazamiento a la distancia de seguridad sobre la superficie de
la pieza (eje del cabezal)
2
A partir de esta posición el TNC ejecuta el último ciclo de
mecanizado definido
3
A continuación el TNC posiciona la hta. según un movimiento lineal
sobre el punto de partida del siguiente mecanizado; para ello la hta.
se encuentra a la distancia de seguridad (o 2ª distancia de
seguridad)
4
Este proceso (1 a 3) se repite hasta que se han realizado todos los
mecanizados
U
U
U
U
Centro 1er eje
Q216 (valor absoluto): Punto central
del círculo teórico en el eje principal del plano de
mecanizado
U
U
U
U
Centro 2º eje
Q217 (valor absoluto): Punto central del
círculo teórico en el eje transversal del plano de
mecanizado
U
U
U
U
Diámetro del círculo graduado
Q244: Diámetro del
círculo graduado
U
U
U
U
Ángulo inicial
Q245 (absoluto): ángulo entre el eje
principal y del plano de mecanizado y el punto inicial
del primer mecanizado en el círculo teórico
U
U
U
U
Ángulo final
Q246 (absoluto): Ángulo entre el eje
principal del plano de mecanizado y el punto inicial del
último mecanizado en el círculo teórico (no es válido
para círculos completos); introducir ángulo final
diferente el ángulo inicial; si se introduce un ángulo
final mayor que un ángulo inicial, el mecanizado se
efectúa en el sentido contrario a las agujas del reloj, si
no, se mecaniza en el sentido de las agujas del reloj
Ejemplo: Frases NC
N530 G220 FIGURA DE PUNTOS EN CÍRCULO
Q216=+50
;CENTRO 1ER EJE
Q217=+50
;CENTRO 2º EJE
Q244=80
;DIÁMETRO ARCO CIRCULAR
Q245=+0
;ÁNGULO INICIAL
Q246=+360
;ÁNGULO FINAL
Q247=+0
;PASO ANGULAR
Q241=8
;NÚMERO DE MECANIZADOS
Q200=2
;DISTANCIA DE SEGURIDAD
Q203=+30
;COORD.SUPERFICIE
Q204=50
;2. DIST. SEGURIDAD
Q203=1 ;DESPLAZAR A ALTURA DE SEGURIDAD
X
Y
Q217
Q216
Q247
Q245
Q244
Q246
N = Q241
X
Z
Q200
Q203
Q204
Antes de la programación debe tenerse en cuenta
El ciclo G220 se activa a partir de su definición DEF, es
decir, este ciclo llama automáticamente al último ciclo de
mecanizado definido.
Cuando se combina el ciclo G220 con uno de los ciclos de
mecanizado G200 a G209, G212 a G215 y G262 a G267,
se activan la distancia de seguridad, la superficie de la
pieza y la 2ª distancia de seguridad del ciclo G220.