HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 346
322
8 Programación: Ciclos
8.1
0
Los ciclo
s
p
ar
a la tr
aslación
de coo
rden
ada
s
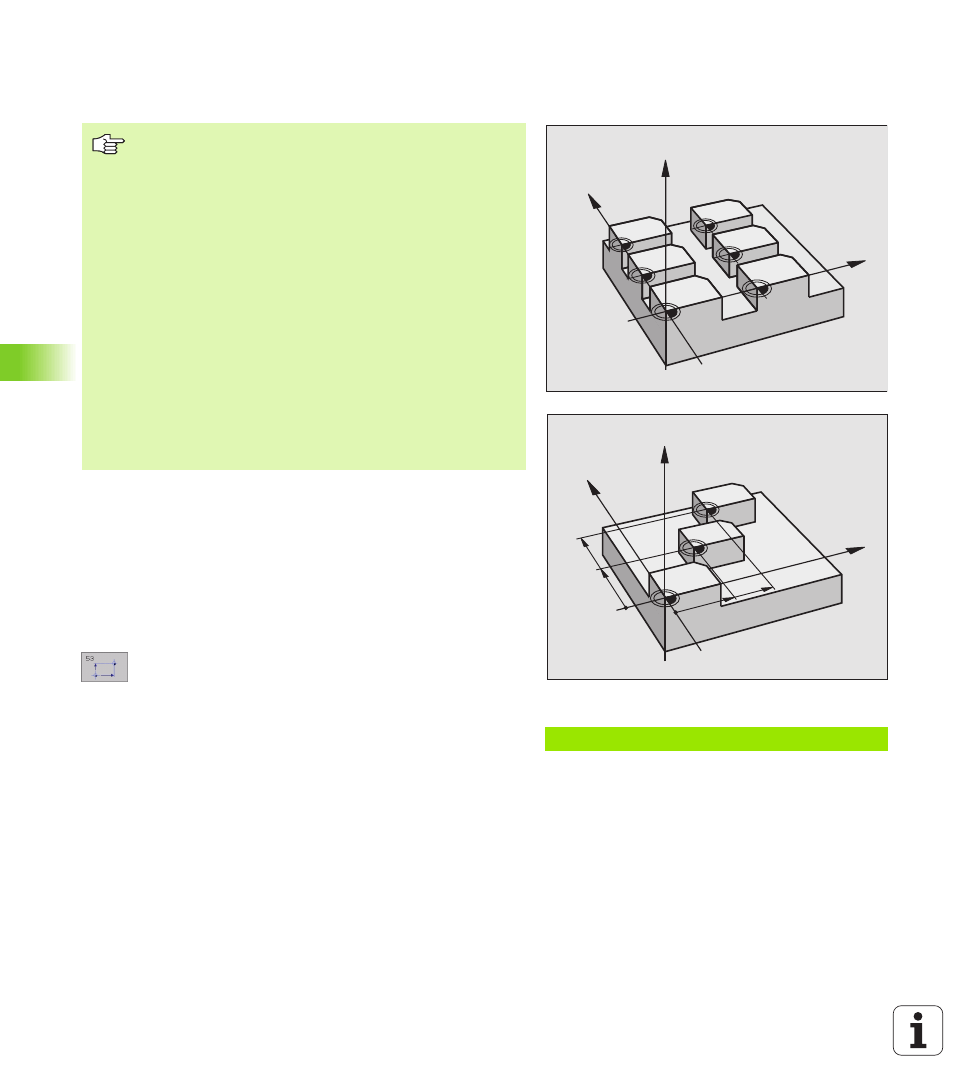
Desplazamiento del PUNTO CERO con tablas de
cero piezas (ciclo G53)
Empleo
Fijar tablas de puntos cero p.ej. en pasos
n
de mecanizado que se repiten con frecuencia en diferentes
posiciones de la pieza o
n
cuando se utiliza a menudo el mismo desplazamiento de punto cero
Dentro de un programa los puntos cero se pueden programar
directamente en la definición del ciclo o bien se pueden llamar de una
tabla de puntos cero.
U
U
U
U
Desplazamiento
: Número del punto cero a partir de la
tabla de punto cero o introducir un parámetro Q; Al
introducir un parámetro Q, el TNC activa el número de
punto cero, que se encuentra en el parámetro Q
Anulación
n
Desde la tabla de puntos cero se llama a un desplazamiento con las
coordenadas
X=0; Y=0 etc.
n
El desplazamiento a las coordenadas X=0; Y=0 etc. se llama
directamente con una definición del ciclo
Ejemplo: Frases NC
N72 G53 P01 12 *
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2
Al emplear desplazamientos de punto cero con tablas de
punto cero, se utiliza la función Select Table, para activar la
tabla de punto cero deseada a partir del programa NC.
Al trabajar sin la frase de Select Table %:TAB: es necesario
activar la tabla de punto cero deseada antes del test de
programa o del desarrollo del programa (también válido
para el gráfico de programación):
n
Al seleccionar la tabla deseada para el test del
programa en el modo de funcionamiento Test del
programa
mediante la gestión de ficheros: En la tabla
aparece el estado S
n
Al seleccionar la tabla deseada para la ejecución del
programa en un modo de funcionamiento de
Ejecución del programa mediante la gestión de
ficheros, en la tabla aparece el estado M
Los valores de las coordenadas de las tablas de cero pieza
son exclusivamente absolutas.
Sólo se pueden añadir nuevas líneas al final de la tabla.