Datos del contorno (ciclo g120), G120 dat0s del contorno (totalmente necesario), 7 cic los sl gr up o ii – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 307
iTNC HEIDENHAIN 530
283
8.7 Cic
los
SL gr
up
o II
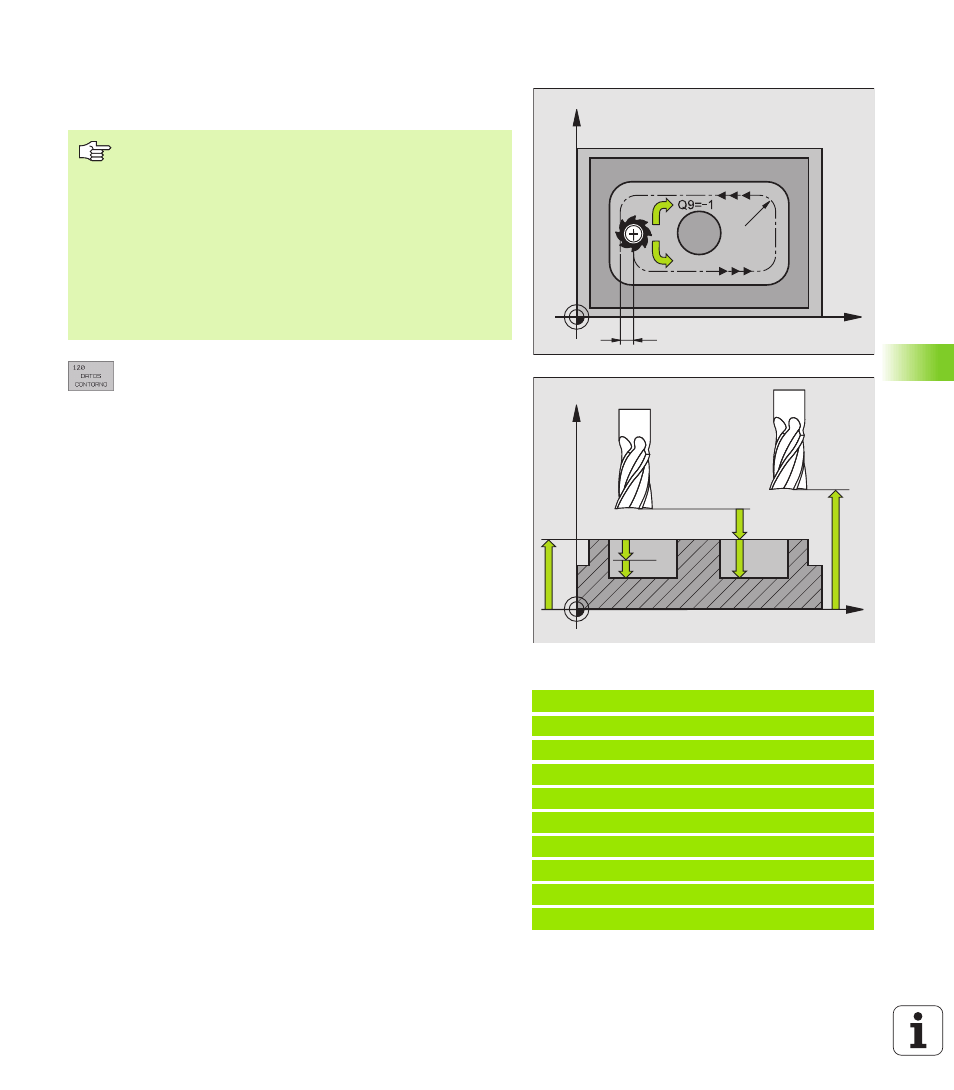
DATOS DEL CONTORNO (ciclo G120)
En el ciclo G120 se indica la información del mecanizado para los
subprogramas con los contornos parciales.
U
U
U
U
Profundidad de fresado
Q1 (incremental): Distancia
de la superficie de la herramienta– Base de la cajera.
U
U
U
U
Factor de solapamiento de trayectorias Factor Q2:
Q2 x radio de trayectoria da como resultado la
aproximación lateral k.
U
U
U
U
Sobremedida de acabado lateral
Q3 (incremental):
medida de acabado en el plano de mecanizado.
U
U
U
U
Sobremedida de acabado en profundidad
Q4
(incremental): sobremedida de acabado para la
profundidad.
U
U
U
U
Coordenadas de la superficie de la pieza
Q5
(absoluto): coordenas absolutas de la superficie de la
pieza
U
U
U
U
Distancia de seguridad
Q6 (incremental): distancia
entre la superficie frontal de la herramienta y la
superficie de la pieza
U
U
U
U
Altura de seguridad
Q7 (absoluta): altura absoluta,
en la que no puede producirse una colisión con la
pieza (para posicionamiento intermedio y retroceso al
final del ciclo)
U
U
U
U
Radio de redondeo interior
Q8: Radio de redondeo
en las „esquinas“ interiores; el valor introducido se
refiere al punto central de trayectoria de la
herramienta
U
U
U
U
Sentido de giro? Sentido horario = -1
Q9:
Dirección de mecanizado para cajeras
n
en sentido horario (Q9 = -1 contramarcha para
cajera e isla)
n
en sentido antihorario (Q9 = +1 sentido
sincronizado para cajera e isla)
En una interrupción del programa se pueden comprobar y si es preciso
sobreescribir los parámetros del mecanizado.
Ejemplo:Frase NC
N57 G120 DATOS DE CONTORNO
Q1=-20
;PROFUNDIDAD DE FRESADO
Q2=1
;SOLAPAMIENTO DE TRAYECTORIA
Q3=+0.2
;SOBREMEDIDA LATERAL
Q4=+0.1
;SOBREMEDIDA PROFUNDIDAD
Q5=+30
;COOR. SUPERFICIE
Q6=2
;DIST. SEGURIDAD
Q7=+80
;ALTURA DE SEGURIDAD
Q8=0.5
;RADIO DE REDONDEO
Q9=+1
;SENTIDO DE GIRO
X
Y
k
Q9=+1
Q8
X
Z
Q6
Q7
Q1
Q10
Q5
Antes de la programación debe tenerse en cuenta
EL CICLO G120
se activa a partir de su definición en el ciclo
de mecanizado.
En el ciclo, el signo del parámetro Profundidad determina
la dirección del mecanizado. Si se programa la profundidad
= 0 el TNC no ejecuta el ciclo.
La información del mecanizado memorizada en el ciclo
G120
sirve también para los ciclos G121 a G124.
Cuando se emplean ciclos SL en programas con
parámetros Q, no se pueden utilizar los parámetros Q1 a
Q19 como parámetros del programa.