Redondeo de esquinas g25, Radio de la esquina r – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 165
HEIDENHAIN TNC iTNC 530
141
6.4 T
ipo
s d
e
tr
a
y
ect
o
ri
a – Co
or
d
e
nad
a
s car
te
sian
as
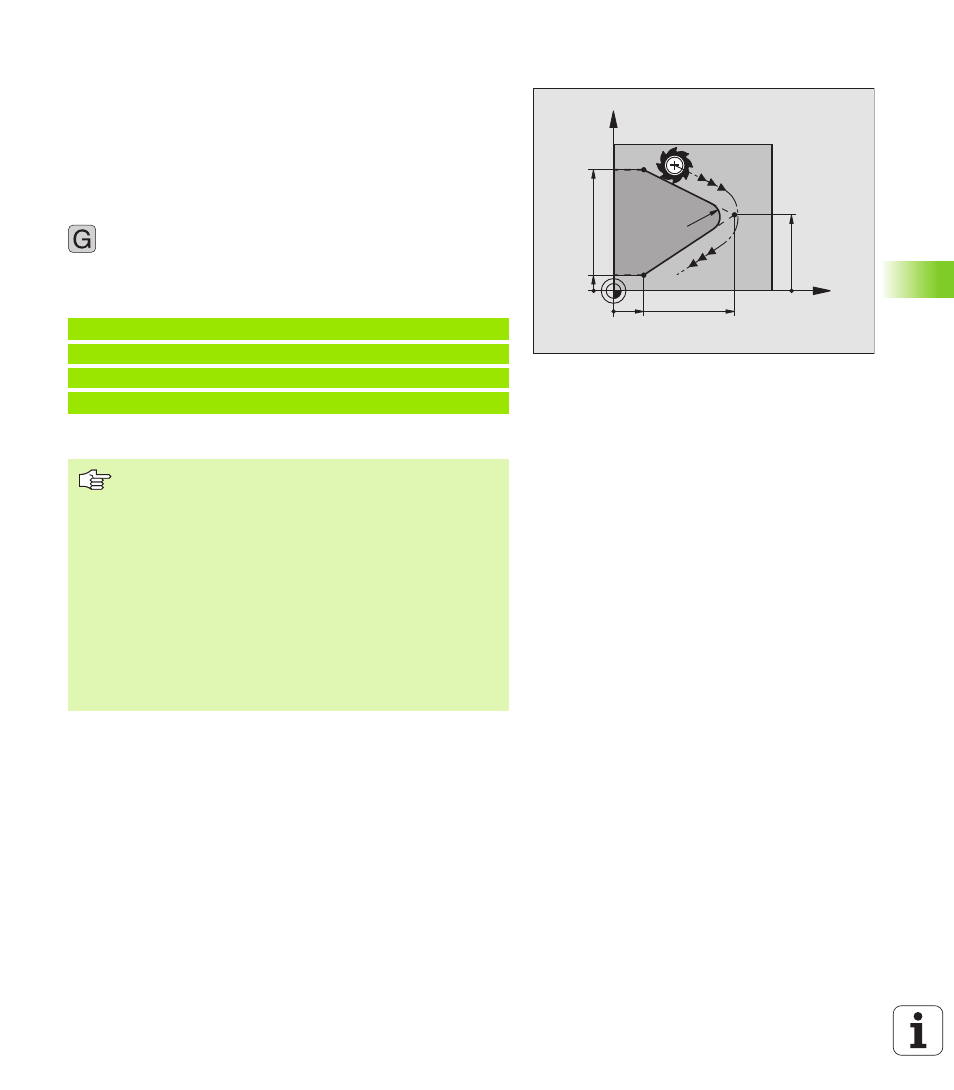
Redondeo de esquinas G25
La función G25 redondea las esquinas del contorno.
La herramienta se desplaza según una trayectoria circular, que se une
tangencialmente tanto a la trayectoria anterior del contorno como a la
posterior.
El radio de redondeo debe poder realizarse con la herramienta llamada.
Programación
U
U
U
U
Radio de redondeo: Radio del arco del círculo
Si es preciso:
U
U
U
U
Avance F (actúa sólo en la frase G25)
Ejemplo de frases NC
N50 G01 G41 X+10 Y+40 F300 M3 *
N60 X+40 Y+25 *
N70 G25 R5 F100 *
N80 X+10 Y+5 *
Las trayectorias anterior y posterior del contorno deben
contener las dos coordenadas del plano en el cual se
ejecuta el redondeo de esquinas. Cuando se mecaniza el
contorno sin corrección del radio de la hta., deben
programarse ambas coordenadas del plano de
mecanizado.
El punto de la esquina no se mecaniza.
El avance programado en una frase G25 sólo actúa en
dicha frase G25. Después vuelve a ser válido el avance
programado antes de la frase G25.
Es posible emplear una frase G25 para desplazarse
suavemente en el contorno, véase „Entrada y salida
tangenciales”, página 136.
X
Y
40
40
R5
5
10
25
25