Entrada y salida tangenciales – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 160
136
6 Programación: Programación de contornos
6.3 A
p
ro
ximación
y sali
da d
e
l co
nt
o
rn
o
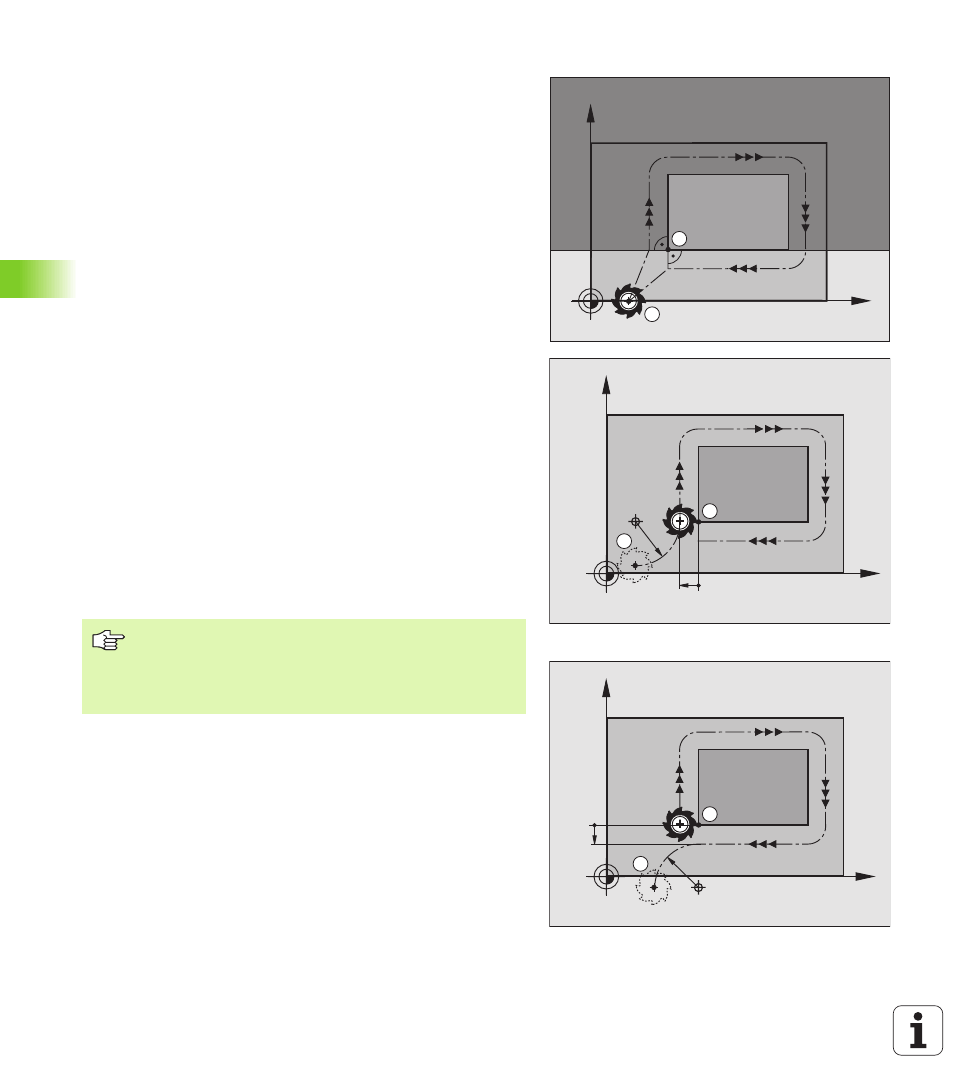
Punto inicial y punto final comunes
Para un punto inicial y un punto final comunes, no se programa la
corrección de radio.
Evitar dañar el contorno: El punto de partida óptimo se encuentra entre
las prolongaciones de la trayectoria de la herramienta para el
mecanizado del primer elemento del contorno.
Ejemplo
Figura arriba a la derecha: Si se determina el punto final en el margen
rayado, al aproximarse la hta. al punto final se daña el contorno.
Entrada y salida tangenciales
Con G26 (fig. centro derecha) se puede realizar una aproximación
tangente a la pieza y con G27 (fig. abajo derecha) se sale
tangencialmente de la pieza. De esta forma se evitan marcas en la
pieza.
Punto inicial y punto final
El punto inicial y el punto final se encuentran cerca del primer o último
punto del contorno fuera de la pieza y se programan sin corrección de
radio.
Aproximación
U
U
U
U
G26
se programa después de la frase en la que se ha programado el
primer punto del contorno: Sería la primera frase con corrección de
radio G41/G42
Salida
U
U
U
U
Programar G27 después de la frase en la cual se ha programado el
último punto del contorno: Esta sería la última frase con corrección
de radio G41/G42
X
Y
A
E
Es necesario seleccionar el radio para G26 y G27 de tal
manera que el TNC pueda llevar a cabo la trayectoria
circular entre el punto inicial y el primer punto del
contorno, así como el último punto del contorno y el punto
final.
X
Y
A
R
S
G41
G40
X
Y
G41
G40
E
R
B