8 cic los sl c on f ó rm ula d e co nt o rn o – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 332
308
8 Programación: Ciclos
8.8 Cic
los
SL c
on f
ó
rm
ula d
e
co
nt
o
rn
o
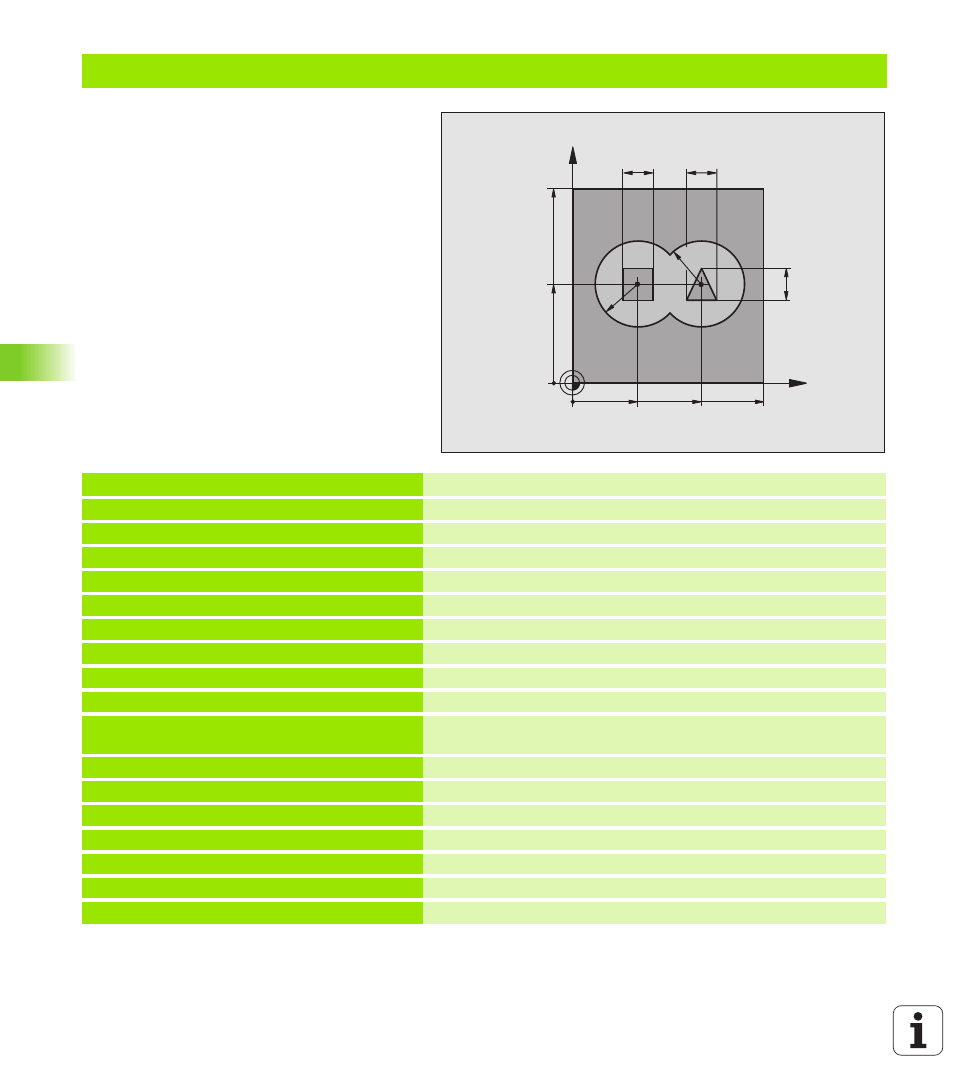
Ejemplo: desbastar y acabar contornos superpuestos con fórmula de contorno
%C21 G71 *
N10 G30 G17 X+0 Y+0 Z-40 *
Definición del bloque
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+2.5 *
Definición de herramienta con fresa de desbaste
N40 G99 T2 L+0 R+3 *
Definición de herramienta con fresa de acabado
N50 T1 G17 S2500 *
Llamada de herramienta con fresa de desbaste
N60 G00 G40 G90 Z+250 *
Retirar la herramienta
N70 %:CNT: “MODEL“ *
Fijar programa de definición de contorno
N80 G120 DATOS DE CONTORNO
Determinar los parámetros de mecanizado generales
Q1=-20
;PROFUNDIDAD DE FRESADO
Q2=1
;SOLAPAMIENTO DE
TRAYECTORIA
Q3=+0.5
;SOBREMEDIDA LATERAL
Q4=+0.5
;SOBREMEDIDA PROFUNDIDAD
Q5=+0
;COOR. SUPERFICIE
Q6=2
;DISTANCIA DE SEGURIDAD
Q7=+100
;ALTURA DE SEGURIDAD
Q8=0.1
;RADIO DE REDONDEO
Q9=-1
;SENTIDO DE GIRO
X
Y
35
50
100
100
16
16
R25
65
16
R25