Indicaciones precisas en la tabla de htas, 5 t rabaja r con tablas d e int erf ace – HEIDENHAIN iTNC 530 (340 420) ISO programming Manual del usuario
Página 148
124
5 Programación: Herramientas
5.5 T
rabaja
r con
tablas d
e int
erf
ace
Creación de una tabla de datos de corte nueva
U
U
U
U
Seleccionar el funcionamiento Memorizar/editar programa
U
U
U
U
Seleccionar la gestión de ficheros: Pulsar la tecla PGM MGT
U
U
U
U
Seleccionar el directorio en el cual deben estar memorizadas las
tablas con los datos de corte (standard: TNC:\)
U
U
U
U
Introducir cualquier nombre y tipo de fichero .CDT, confirmar con
ENT
U
U
U
U
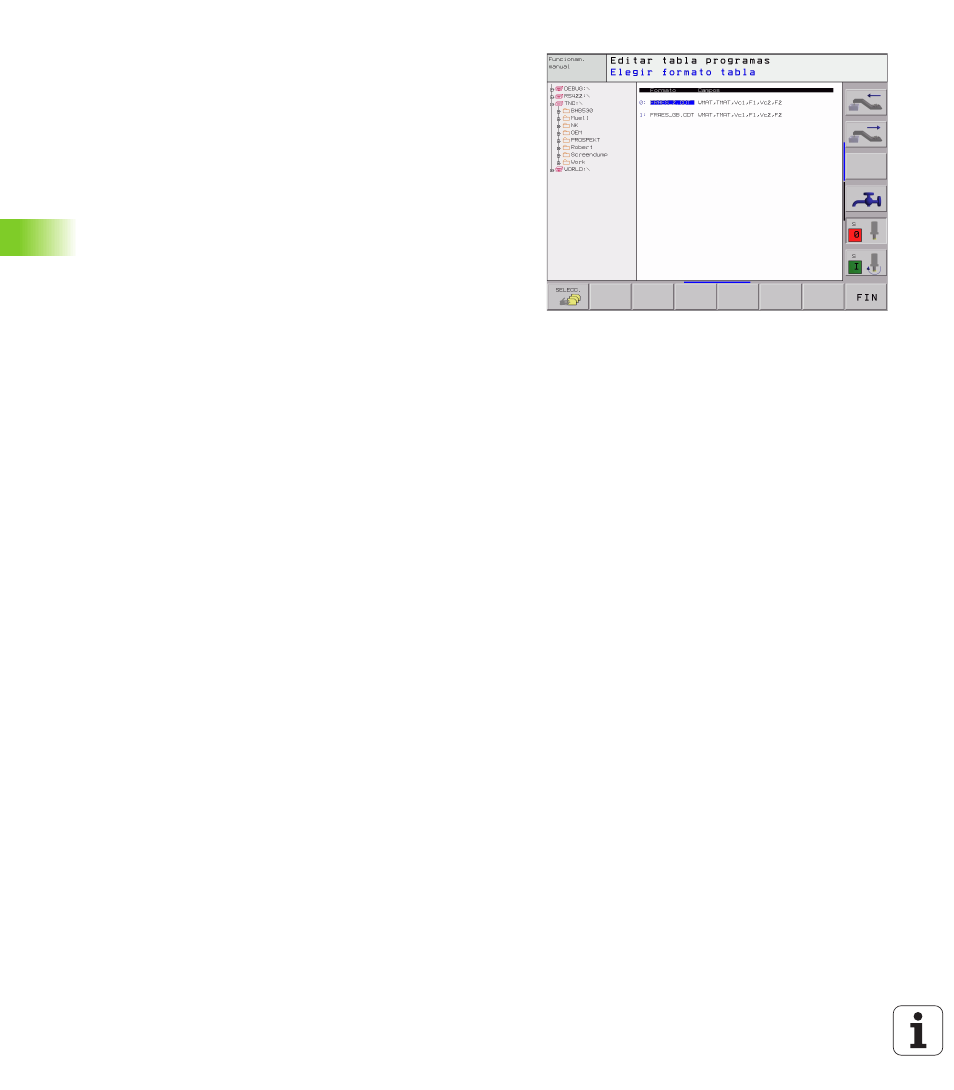
En la mitad derecha de la pantalla el TNC muestra diferentes
formatos de tablas (que dependen de la máquina, véase ejemplo
abajo a la derecha), que se diferencian en el número de
combinaciones de la velocidad de corte/avance. Desplazar el cursor
con las teclas cursoras sobre el formato de tabla deseado y
confirmar con la tecla ENT. El TNC elabora una nueva tabla de
materiales de corte vacía
Indicaciones precisas en la tabla de htas.
n
Radio de la hta. – columna R (DR)
n
Nº de dientes (sólo htas. de fresado) – columna CUT
n
Tipo de hta. – columna TIPO
n
El tipo de herramientata. influye en el cálculo del avance de
trayectoria:
Herramientas de fresado: F = S · f
Z
· z
Todas las demás herramientas: F = S · f
U
S: nº de revoluciones
f
Z
: avance por diente
f
U
: avance por vuelta
z: nº de dientes
n
Material de corte de la hta. – columna TMAT
n
Nombre de la tabla con los datos de corte empleada para esta hta. –
columna CDT
n
El tipo de herramienta, el material de corte de la misma y el nombre
de la tabla con los datos de corte se selecciona en la tabla de
herramientas mediante softkeys (véase „Tabla de herramientas:
Datos de la hta. para el cálculo automático del nº de revoluciones/
avance”, página 107).