Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 515
MEDIR COORDINADA (Ciclo 427; DIN/ISO: G427) 17.11
17
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
515
Parámetros de ciclo
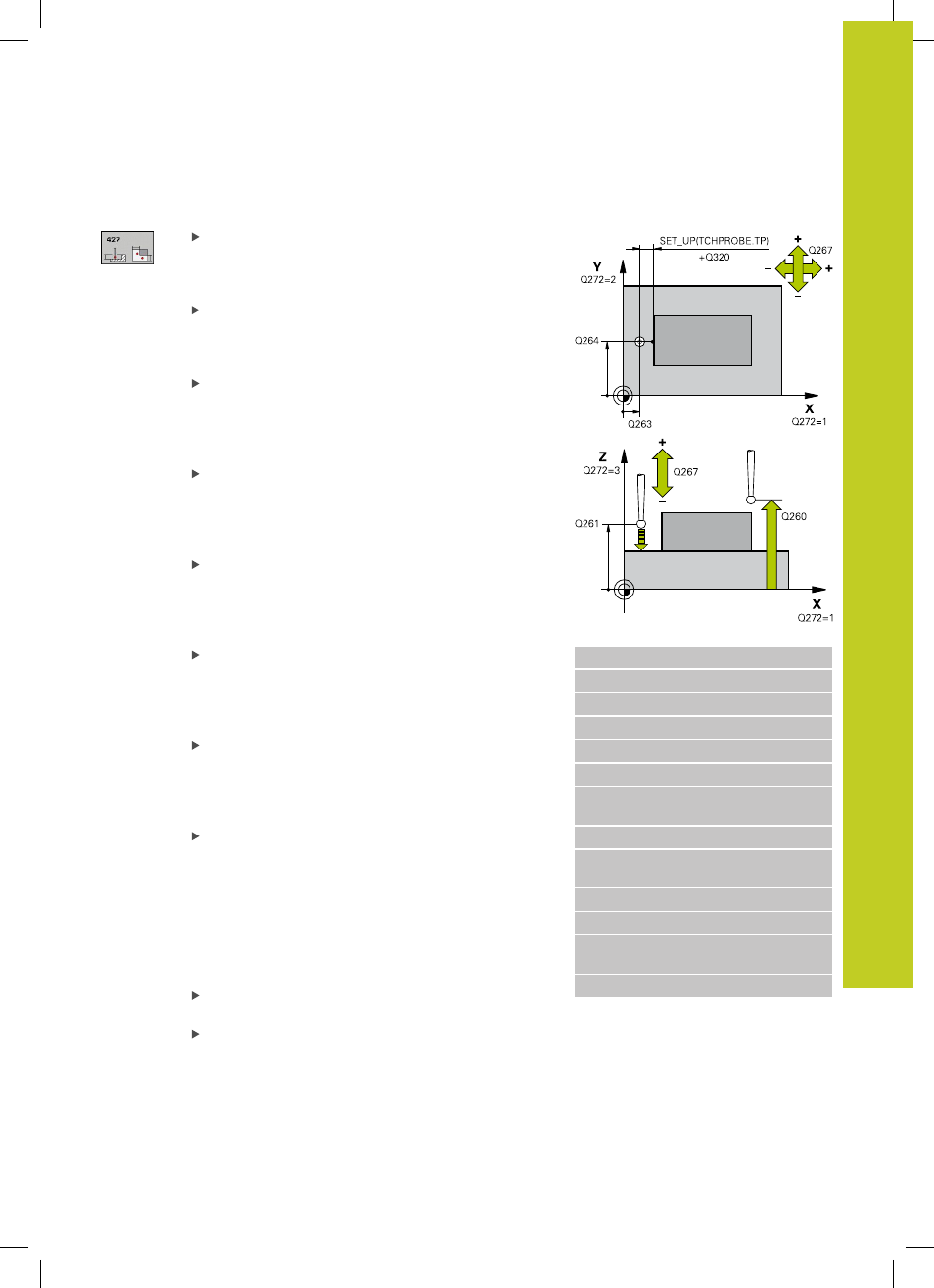
1er punto de medición del 1er eje Q263 (valor
absoluto): coordenada del 1er punto de palpación en
el eje principal del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
1er punto de medición del 2º eje Q264 (valor
absoluto): coordenada del 1er punto de palpación en
el eje auxiliar del plano de mecanizado. Campo de
introducción -99999,9999 a 99999,9999
Altura de la medición en el eje del palpador
Q261 (valor absoluto): coordenada del centro de la
bola (=punto de contacto) en el eje de palpación,
desde la cual se quiere realizar la medición. Campo
de introducción -99999,9999 a 99999,9999
distancia de seguridad Q320 (valor incremental):
distancia adicional entre el punto de medición y la
bola del palpador. Q320 se suma a
SET_UP (tabla
del sistema de palpación). Campo de introducción 0
a 99999,9999
Eje de medición (1.3: 1=eje principal) Q272: Eje,
en el que se debe realizar la medición:
1
:Eje principal = Eje de medición
2
:Eje secundario = Eje de medición
3
: eje de palpación = Eje de medición
Dirección de desplazamiento 1 Q267: dirección en
la que el palpador debe desplazarse hasta llegar a la
pieza:
-1
: Dirección de desplazamiento negativa
+1
: Dirección de desplazamiento positiva
Altura de seguridad Q260 (valor absoluto):
coordenada en el eje del palpador, en la cual no se
puede producir ninguna colisión entre el palpador
y la pieza. Campo de introducción -99999,9999 a
99999,9999
Protocolo de medición Q281: determinar si el TNC
debe crear un protocolo de medición:
0
: no crear ningún protocolo de medición
1
: crear protocolo de medición: el TNC guarda
el
fichero de protocolo TCHPR427.TXT
según
estándar en el directorio TNC:\.
2
: interrumpir el desarrollo del programa y presentar
el protocolo de medición en la pantalla del TNC.
Continuar el programa con la tecla arranque-NC
Cota máximaQ288: valor de medición máximo
admisible. Campo de introducción 0 a 99999,9999
Cota mínima Q289: valor de medición mínimo
admisible. Campo de introducción 0 a 99999,9999
Frases NC
5 TCH PROBE 427 MEDIR COORDENADA
Q263=+35
;1ER PUNTO 1ER EJE
Q264=+45
;1ER PUNTO 2º EJE
Q261=+5
;ALTURA DE MEDICIÓN
Q320=0
;DIST. DE SEGURIDAD
Q272=3
;EJE DE MEDICIÓN
Q267=-1
;DIRECCIÓN DE
DESPLAZAMIENTO
Q260=+20
;ALTURA SEGURA
Q281=1
;PROTOCOLO DE
MEDICIÓN
Q288=5.1
;MEDIDA MÁXIMA
Q289=4.95
;MEDIDA MÍNIMA
Q309=0
;DETENCIÓN DEL PGM
EN CASO DE ERROR
Q360=0
;HERRAMIENTA