Tener en cuenta durante la programación, Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 370
Ciclos: Tornear
13.25 PUNZONAR AXIAL
(Ciclo 871, DIN/ISO: G871)
13
370
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
¡Tener en cuenta durante la programación!
Programar frase de posicionamiento delante de la
llamada de ciclo en la posición inicial con corrección
de radio
R0.
La posición de herramienta en la llamada de ciclo
determina el tamaño de la zona a mecanizar (punto
inicial de ciclo).
Parámetros de ciclo
Volumen de mecanizado Q215: Fijar volumen de
mecanizado:
0
: Desbaste y acabado
1
: Solo desbaste
2
: Solo acabado a la dimensión final
3
: Solo acabado a la sobremedida
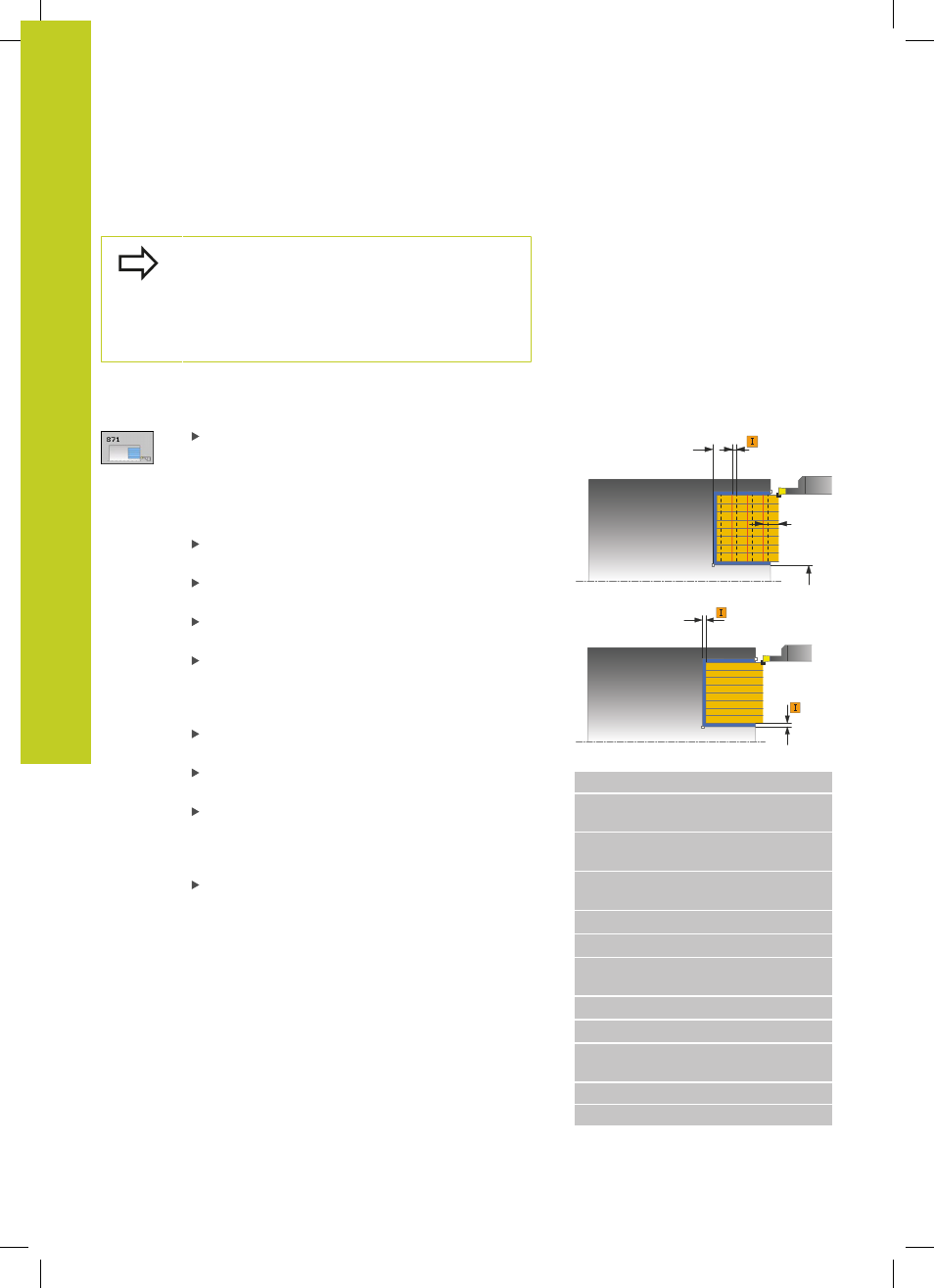
Distancia de seguridad Q460: reservado,
actualmente sin función
Diámetro final de contorno Q493: coordenada X
del punto final de contorno (valor de diámetro)
Final de contorno Z Q494: coordenada Z del punto
final de contorno
Avance de desbaste Q478: velocidad de avance
durante el desbaste. Si se ha programado M136,
el TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
Sobremedida diámetro Q483 (incremental):
Sobremedida diámetro sobre el contorno definido
Sobremedida Z Q484 (incremental): Sobremedida
sobre el contorno definido en dirección axial
Avance de acabado Q505: velocidad de avance
durante el acabado. Si se ha programado M136,
el TNC interpreta el avance en milímetros por
revolución, sin M136 en milímetros por minuto.
Limitación de aproximación Q463: profundidad de
punzonado máx. por corte
Q460
Ø Q493
Q494
Q463
Ø Q483
Q484
Frases NC
11 CYCL DEF 871 PUNZONAR AXIAL
Q215=+0
;VOLUMEN DE
MECANIZADO
Q460=+2
; DISTANCIA DE
SEGURIDAD
Q493=+50
;DIÁMETRO FINAL DE
CONTORNO
Q494=-10
;FINAL DE CONTORNO Z
Q478=+0.3
;AVANCE DESBASTE
Q483=+0.4
;DIÁMETRO
SOBREMEDIDA
Q484=+0.2
;SOBREMEDIDA Z
Q505=+0.2
;AVANCE ACABADO
Q463=+0
;LIMITACIÓN
APROXIMACIÓN
12L X+65 Y+0 Z+2 FMAX M303
13 CYCL CALL