Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 448
Ciclos de palpación: Determinar puntos de referencia automáticamente
16.6 PUNTO DE REFERENCIA CÍRCULO INTERIOR (Ciclo 412, DIN/ISO:
G412)
16
448
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
Parámetros de ciclo
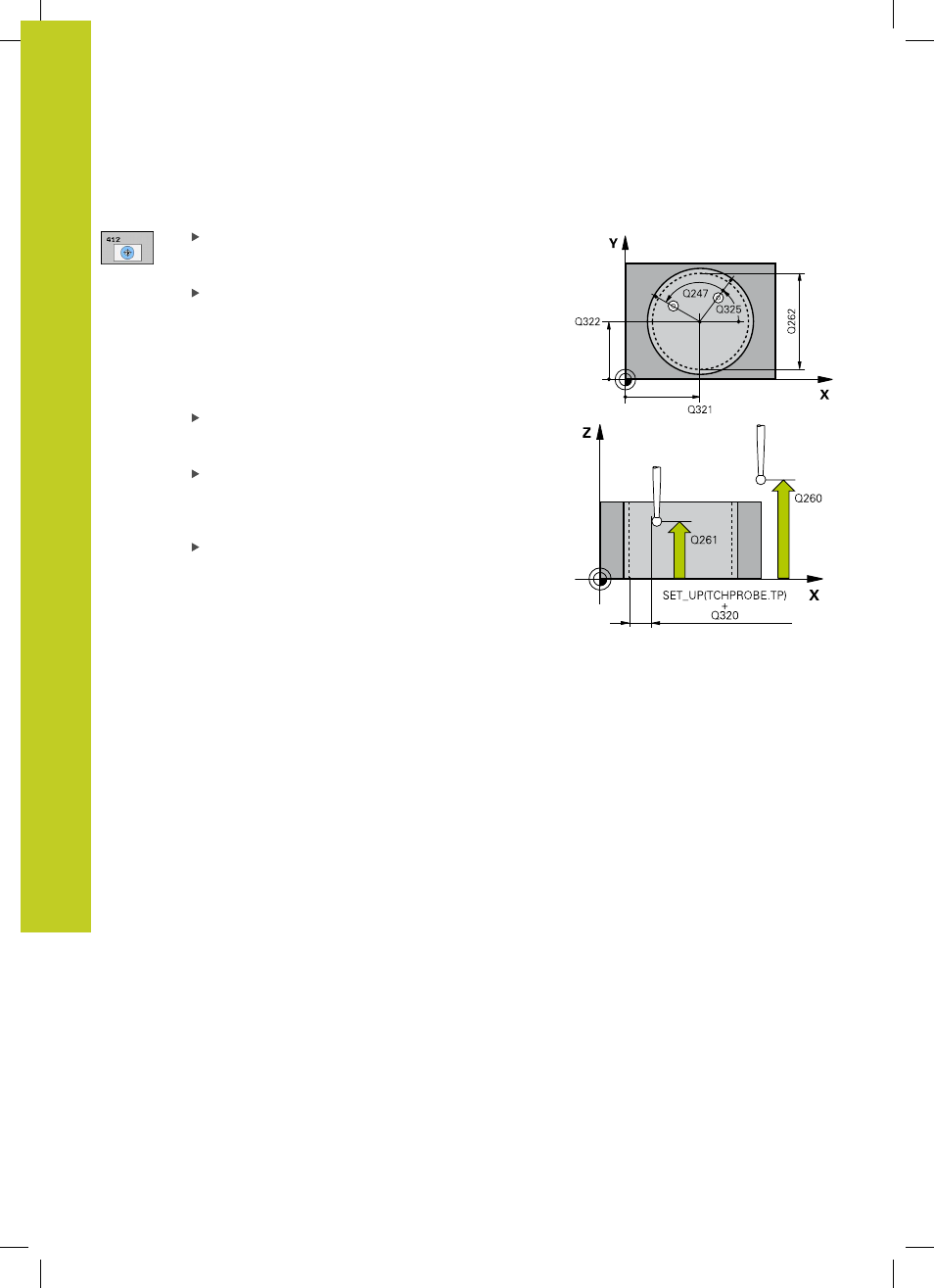
Centro 1er eje Q321 (valor absoluto): centro de la
cajera en el eje principal del plano de mecanizado.
Campo de introducción -99999,9999 a 99999,9999
Centro 2º eje Q322 (absoluto): centro de la cajera
en el eje auxiliar del plano de mecanizado. Cuando
se programa Q322 = 0, el TNC orienta el centro
del taladro sobre el eje Y positivo, cuando Q322 es
distinto de 0, el TNC orienta el centro del taladro
sobre la posición nominal. Campo de introducción
-99999,9999 a 99999,9999
Diámetro nominal Q262: Diámetro aproximado de
la cajera circular (taladro). Introducir un valor menor
al estimado. Campo de introducción 0 a 99999,9999
Ángulo inicial Q325 (valor absoluto): ángulo
entre el eje principal del plano de mecanizado y el
primer punto de palpación. Campo de introducción
-360.000 a 360.000
Paso angular Q247 (valor incremental): ángulo entre
dos puntos de medición, el signo del paso angular
determina el sentido de giro (- = sentido horario),
con el que el palpador se desplaza al siguiente
punto de medición. Si se quieren medir arcos de
círculo, deberá programarse un paso angular menor
a 90°. Campo de introducción -120,000 a 120,000