2 giro básico (ciclo 400, din/iso: g400), Desarrollo del ciclo, Tener en cuenta durante la programación – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 406: Giro básico (ciclo 400, din/iso: g400)
Ciclos de palpación: determinar automáticamente la posición inclinada
de la pieza
15.2 GIRO BÁSICO (Ciclo 400, DIN/ISO: G400)
15
406
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
15.2
GIRO BÁSICO (Ciclo 400, DIN/ISO:
G400)
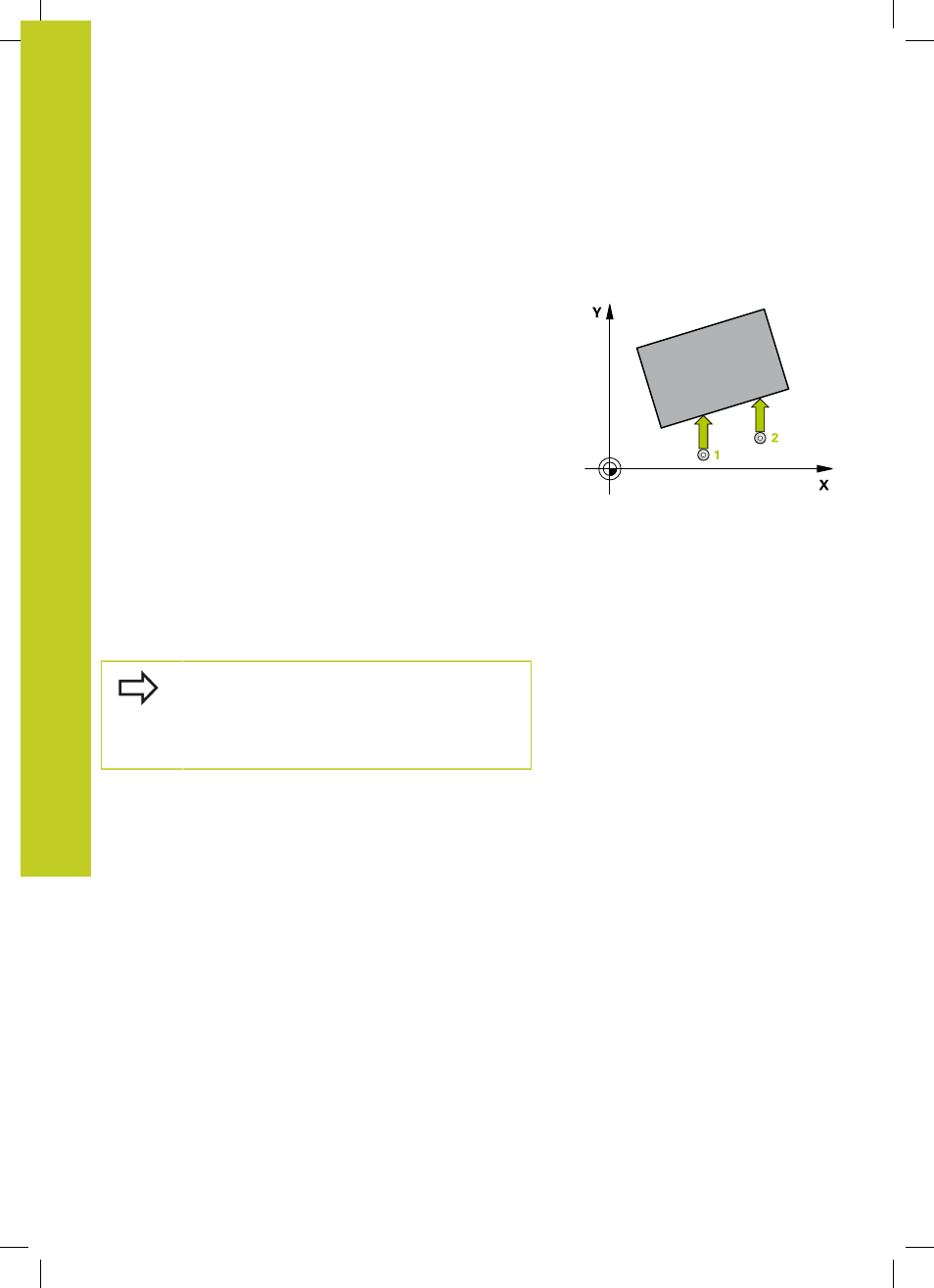
Desarrollo del ciclo
El ciclo de palpación 400 calcula la posición inclinada de la pieza,
mediante la medición de dos puntos que deben encontrarse sobre
una recta. El TNC compensa a través de la función Giro básico el
valor medido.
1 El TNC posiciona el palpador con avance rápido (valor de la
columna
FMAX) y con lógica de posicionamiento (ver "Ejecutar
ciclos de palpación", Página 400) en el punto de palpación
programado
1
. Para ello, el TNC desplaza el palpador según
la distancia de seguridad en la dirección de desplazamiento
opuesta a la determinada
2 A continuación, el palpador se desplaza hasta la altura de
medición introducida y ejecuta el primer proceso de palpación
con avance de palpación (Columna
F)
3 A continuación, el palpador se desplaza,hasta el siguiente punto
de palpación
2
y ejecuta allí el segundo proceso de palpación
4 El TNC hace retroceder el palpador hasta la altura de seguridad
y realiza el giro básico calculado
¡Tener en cuenta durante la programación!
Antes de la definición del ciclo deberá programarse
una llamada a la herramienta para la definición del eje
del palpador.
Al principio del ciclo el TNC anula el giro básico
activado.