HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 396
Trabajar con ciclos de palpación
14.1 Generalidades sobre los ciclos de palpación
14
396
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
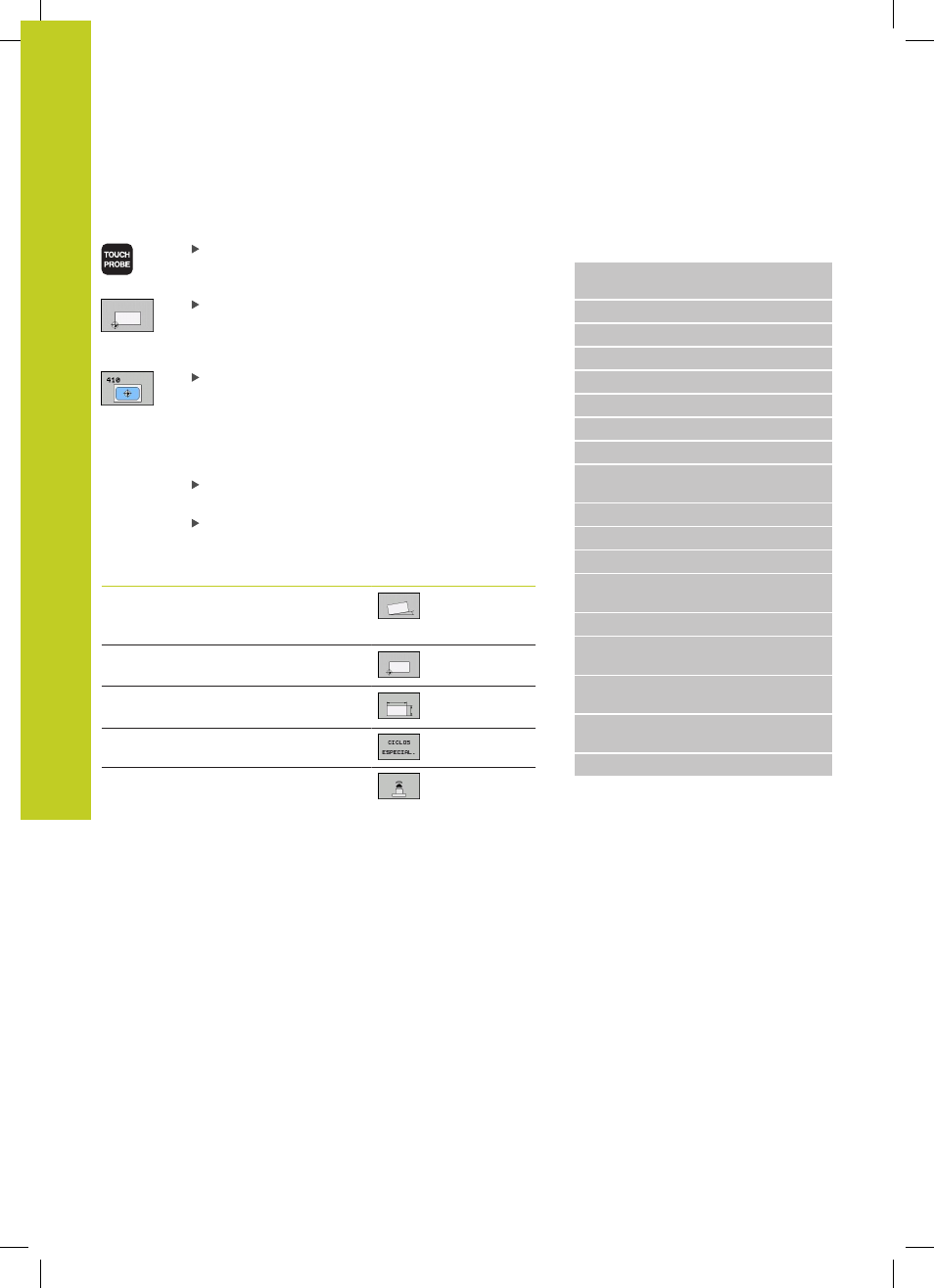
Definir el ciclo del sistema de palpación en el modo memorizar/
editar
En la carátula de softkeys se pueden ver,
estructuradas en grupos, todas las funciones de
palpación disponibles
Selección de un grupo de ciclos de palpación, p.ej.
fijación del punto de referencia. Los ciclos para la
medición automática de herramientas, solo están
disponibles si la máquina ha sido preparada para ello
Selección del ciclo, p.ej. fijación del punto de
referencia en el centro de una cajera. El TNC abre
un diálogo y pregunta por todos los valores de
introducción; simultáneamente aparece en la mitad
derecha de la pantalla un gráfico en el cual aparecen
los parámetros a introducir en color más claro
Introducir todos los parámetros solicitados por el
TNC y finalizar la introducción con la tecla ENT
El TNC finaliza el diálogo después de haber
introducido todos los datos precisos
Grupo de ciclo de medición
Softkey
Página
Ciclos para el registro automático
y compensación de una posición
inclinada de la pieza
Ciclos para la fijación automática del
punto de referencia
Ciclos para control automático de la
pieza
Ciclos especiales
Ciclos para medición automática
de la herramienta (autorizado por el
fabricante de la máquina)
Bloques NC
5 TCH PROBE 410 PUNTO REF.
RECTÁNGULO INTERIOR
Q321=+50
;CENTRO 1ER EJE
Q322=+50
;CENTRO 2º EJE
Q323=60
;LONGITUD 1ER LADO
Q324=20
;LONGITUD 2º LADO
Q261=-5
;ALTURA DE MEDICIÓN
Q320=0
;DIST. DE SEGURIDAD
Q260=+20
;ALTURA SEGURA
Q301=0
;DESPLAZAR HASTA
ALTURA SEGURA
Q305=10
;Nº EN TABLA
Q331=+0
;PUNTO DE REFERENCIA
Q332=+0
;PUNTO DE REFERENCIA
Q303=+1
;TRANSFERENCIA DEL
VALOR DE MEDIDA
Q381=1
;PALPAR EJE PALPADOR
Q382=+85
;1ª COOR. PARA EJE DE
PALPADOR
Q383=+50
;2ª COOR PARA EJE DE
PALPADOR
Q384=+0
;3ª COOR. PARA EJE DE
PALPADOR
Q333=+0
;PUNTO DE REFERENCIA