10 ejemplos de programación, Ejemplos de programación, Ejemplos de programación 7.10 – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 199
Ejemplos de programación 7.10
7
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
199
7.10
Ejemplos de programación
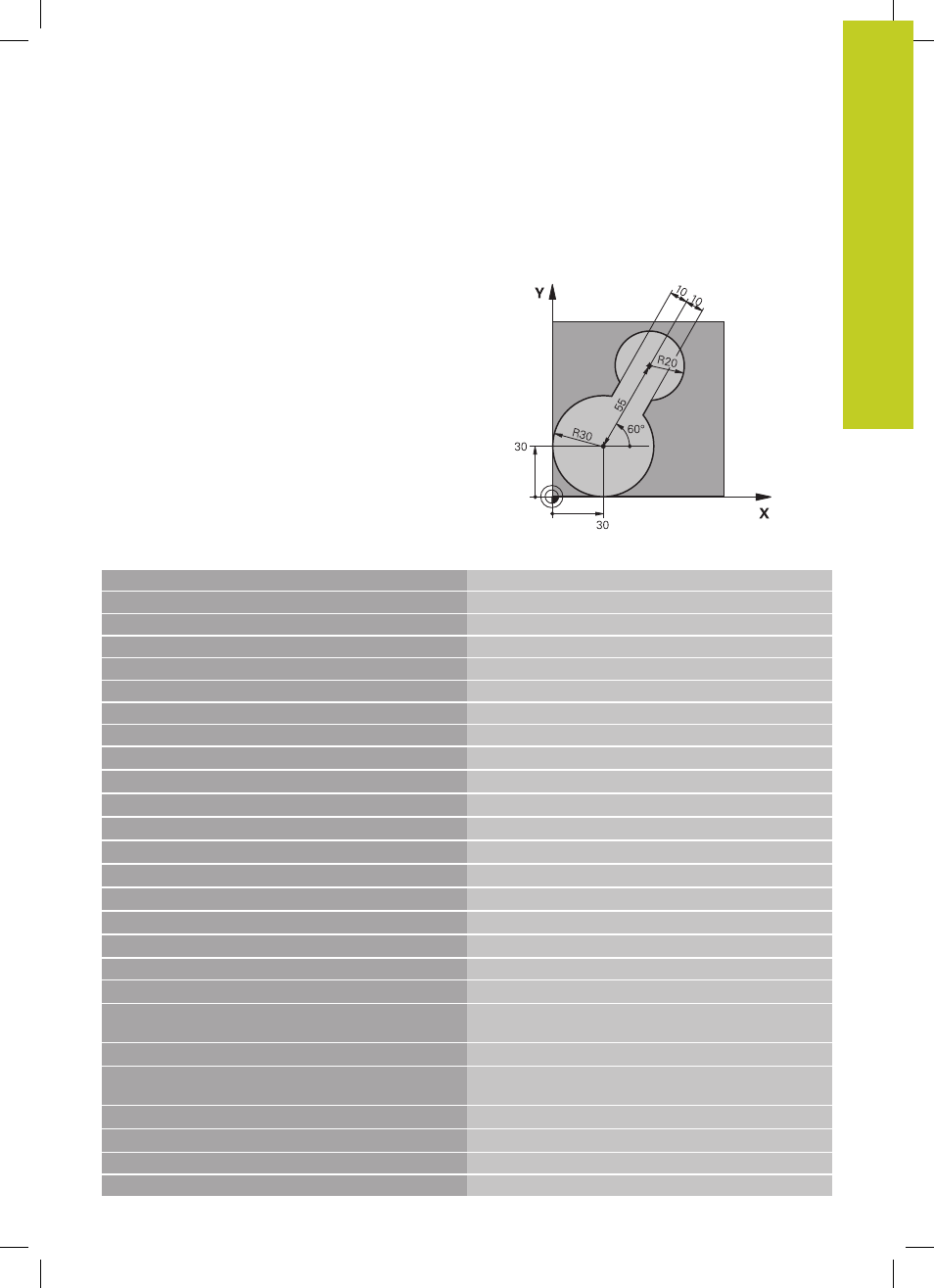
Ejemplo: Desbaste y acabado posterior de una cajera
0 BEGIN PGM C20 MM
1 BLK FORM 0.1 Z X-10 Y-10 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
Definición de la pieza en bruto
3 TOOL CALL 1 Z S2500
Llamada a la hta. para el Desbaste previo, diámetro 30
4 L Z+250 R0 FMAX
Retirar la herramienta
5 CYCL DEF 14.0 CONTORNO
Determinar el subprograma del contorno
6 CYCL DEF 14.1 ETIQUETA DEL CONTORNO 1
7 CYCL DEF 20 DATOS DEL CONTORNO
Determinar los parámetros de mecanizado generales
Q1=-20
;PROFUNDIDAD DE FRESADO
Q2=1
;SOLAPE DE TRAYECTORIA
Q3=+0
;SOBREMEDIDA LATERAL
Q4=+0
;PROFUNDIDAD DE SOBREMEDIDA
Q5=+0
;COOR. SUPERFICIE
Q6=2
;DIST. DE SEGURIDAD
Q7=+100
;ALTURA SEGURA
Q8=0.1
;RADIO DE REDONDEO
Q9=-1
;SENTIDO DE GIRO
8 CYCL DEF 22 DESBASTE
Definición del ciclo de Desbaste previo
Q10=5
;PASO DE PROFUNDIZACIÓN
Q11=100
;AVANCE DE APROXIMACIÓN DE
PROFUNDIDAD
Q12=350
;AVANCE DESBASTE
Q18=0
;HERRAMIENTA DE DESBASTE
PREVIO
Q19=150
;AVANCE PENDULAR
Q208=1000
;AVANCE DE RETROCESO
9 CYCL CALL M3
Llamada al ciclo de Desbaste previo
10 L Z+250 R0 FMAX M6
Cambio de herramienta