Funcionamiento, Parámetros de ciclo, Traslación del punto cero (ciclo 7, din/iso: g54) – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 249
Traslación del PUNTO CERO (Ciclo 7, DIN/ISO: G54) 11.2
11
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
249
11.2
Traslación del PUNTO CERO (Ciclo 7,
DIN/ISO: G54)
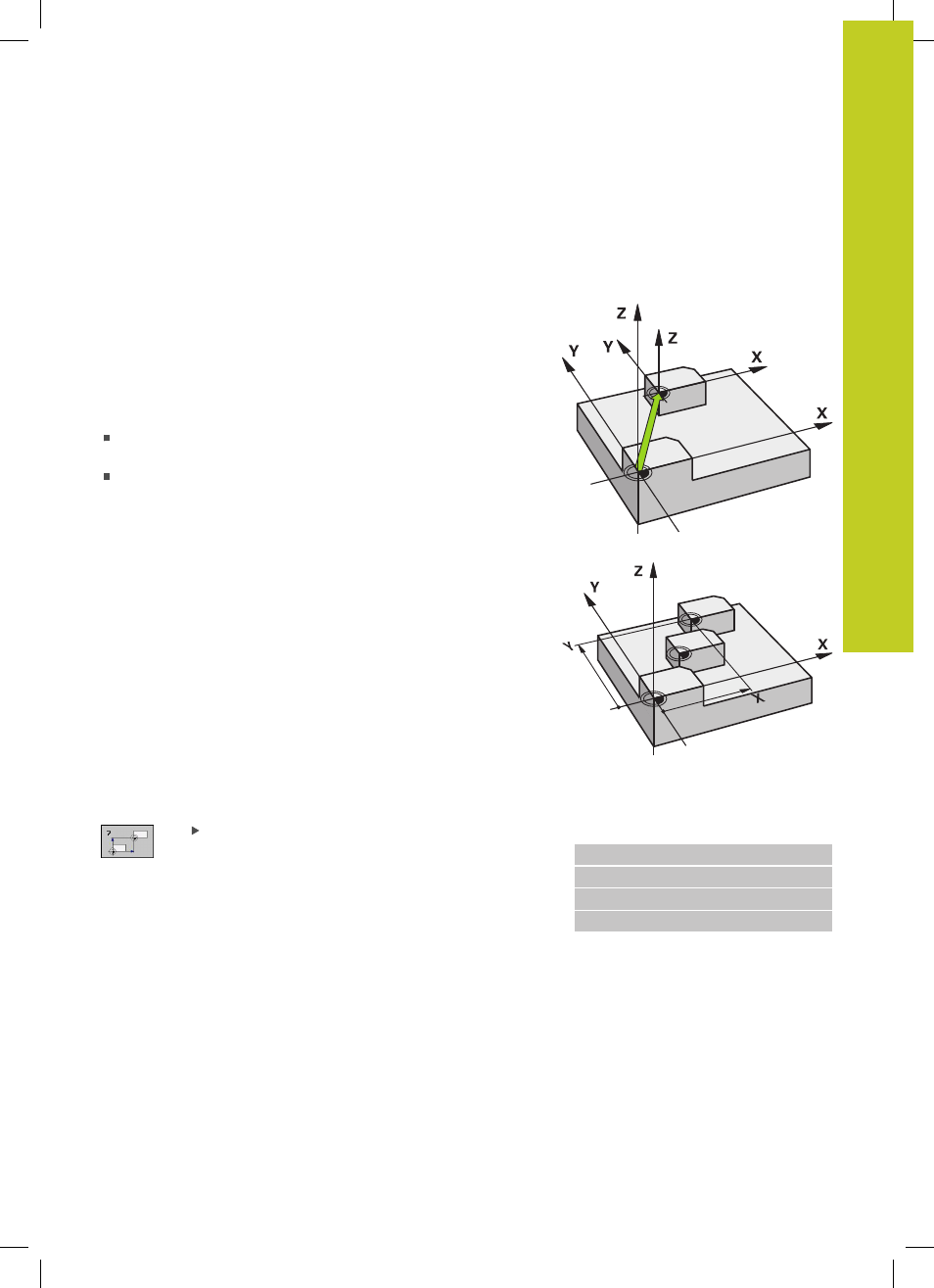
Funcionamiento
Con el DESPLAZAMIENTO DEL PUNTO CERO se pueden repetir
mecanizados en cualquier otra posición de la pieza.
Después de la definición del ciclo DESPLAZAMIENTO DEL PUNTO
CERO, las coordenadas se refieren al nuevo punto del cero pieza.
El desplazamiento en cada eje se visualiza en la visualización de
estados adicional. También se pueden programar ejes giratorios.
Anulación
Programar el desplazamiento a las coordenadas X=0; Y=0
mediante nueva definición de ciclo
A partir de la tabla de puntos cero, llamar la traslación a las
coordenadas X=0; Y=0 etc.
Parámetros de ciclo
Traslación: se introducen las coordenadas del
nuevo punto cero; los valores absolutos se refieren
al punto cero de la pieza, determinado mediante
la fijación del punto de referencia; los valores
incrementales se refieren al último punto cero de
la pieza válido; si se desea, éste puede ya estar
trasladado. Campo de introducción de hasta 6 ejes
NC, cada uno de -99999,9999 a 99999,9999
Bloques NC
13 CYCL DEF 7.0 PUNTO CERO
14 CYCL DEF 7.1 X+60
16 CYCL DEF 7.3 Z-5
15 CYCL DEF 7.2 Y+40