Parámetros de ciclo – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 236
Ciclos de mecanizado: Planeado
10.2 PLANEADO (Ciclo 230, DIN/ISO: G230)
10
236
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
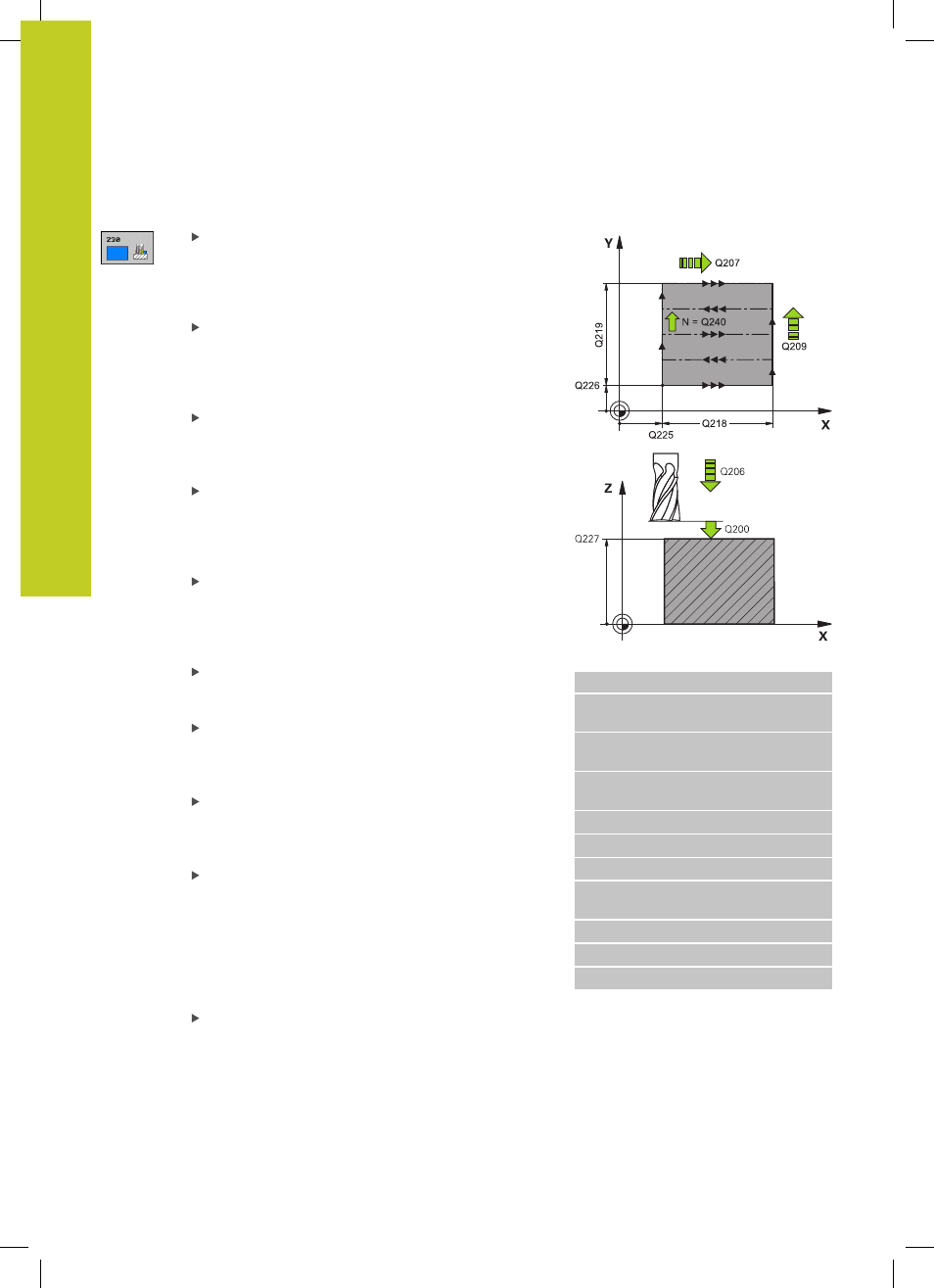
Parámetros de ciclo
Punto de partida 1er eje Q225 (valor absoluto):
Coordenadas del punto de partida de la superficie
a mecanizar en el eje principal del plano de
mecanizado. Campo de introducción -99999,9999 a
99999,9999
Punto de partida 2º eje Q226 (valor absoluto):
Coordenadas del punto de partida de la superficie
a mecanizar en el eje transversal del plano de
mecanizado. Campo de introducción -99999,9999 a
99999,9999
Punto de partida del 3er eje Q227 (valor absoluto):
Altura en el eje de la hta. a la cual se realiza el
planeado. Campo de introducción -99999,9999 a
99999,9999
Longitud lado 1 Q218 (valor incremental): Longitud
de la superficie para el planeado en el eje principal
del plano de mecanizado, referida al punto de
partida del primer eje. Campo de introducción 0 a
99999,9999
Longitud lado 2 Q219 (valor incremental):
Longitud de la superficie para el planeado en el
eje transversal del plano de mecanizado, referida
al punto de partida del segundo eje. Campo de
introducción 0 a 99999,9999
Número de cortes Q240: Número de líneas sobre
las cuales el TNC desplaza la hta. a lo ancho de la
pieza. Campo de introducción 0 a 99999
Avance al profundizar Q206: Velocidad de
desplazamiento de la hta. durante el desplazamiento
a profundidad en mm/min. Campo de introducción 0
a 99999,9999 alternativo
FAUTO, FU, FZ
Avance al fresar Q207: velocidad de
desplazamiento de la herramienta al fresar en
mm/min. Campo de introducción 0 a 99999,999
alternativamente
FAUTO, FU, FZ
Avance transversal Q209: Velocidad de
desplazamiento de la hta. para la llegada a la línea
siguiente en mm/min; cuando la hta. se aproxima a
la pieza transversalmente, se introduce Q209 menor
a Q207; cuando se desplaza transversalmente en
vacío, Q209 puede ser mayor a Q207. Campo de
introducción 0 a 99999.9999 alternativo
FAUTO, FU,
FZ
Distancia de seguridad Q200 (valor incremental):
Distancia entre el extremo de la hta. y la
profundidad de fresado para el posicionamiento al
principio y al final del ciclo. Campo de introducción 0
a 99999,9999
Frases NC
PLANEAR 71 CYCL DEF 230
Q225=+10
;PUNTO DE PARTIDA 1.
EJE
Q226=+12
;PUNTO DE PARTIDA 2.
EJE
Q227=+2.5
;PUNTO DE PARTIDA 3.
EJE
Q218=150
;LONGITUD LADO 1
Q219=75
;LONGITUD LADO 2
Q240=25
;NÚMERO DE CORTES
Q206=150
;AVANCE AL
PROFUNDIZAR
Q207=500
;AVANCE AL FRESAR
Q209=200
;AVANCE AL FRESAR
Q200=2
;DIST. DE SEGURIDAD