Aplicación, Desarrollo del ciclo, Rosca paralela al contorno (ciclo 830 – HEIDENHAIN TNC 640 (34059x-02) Cycle programming Manual del usuario
Página 386: Din/iso: g830)
Ciclos: Tornear
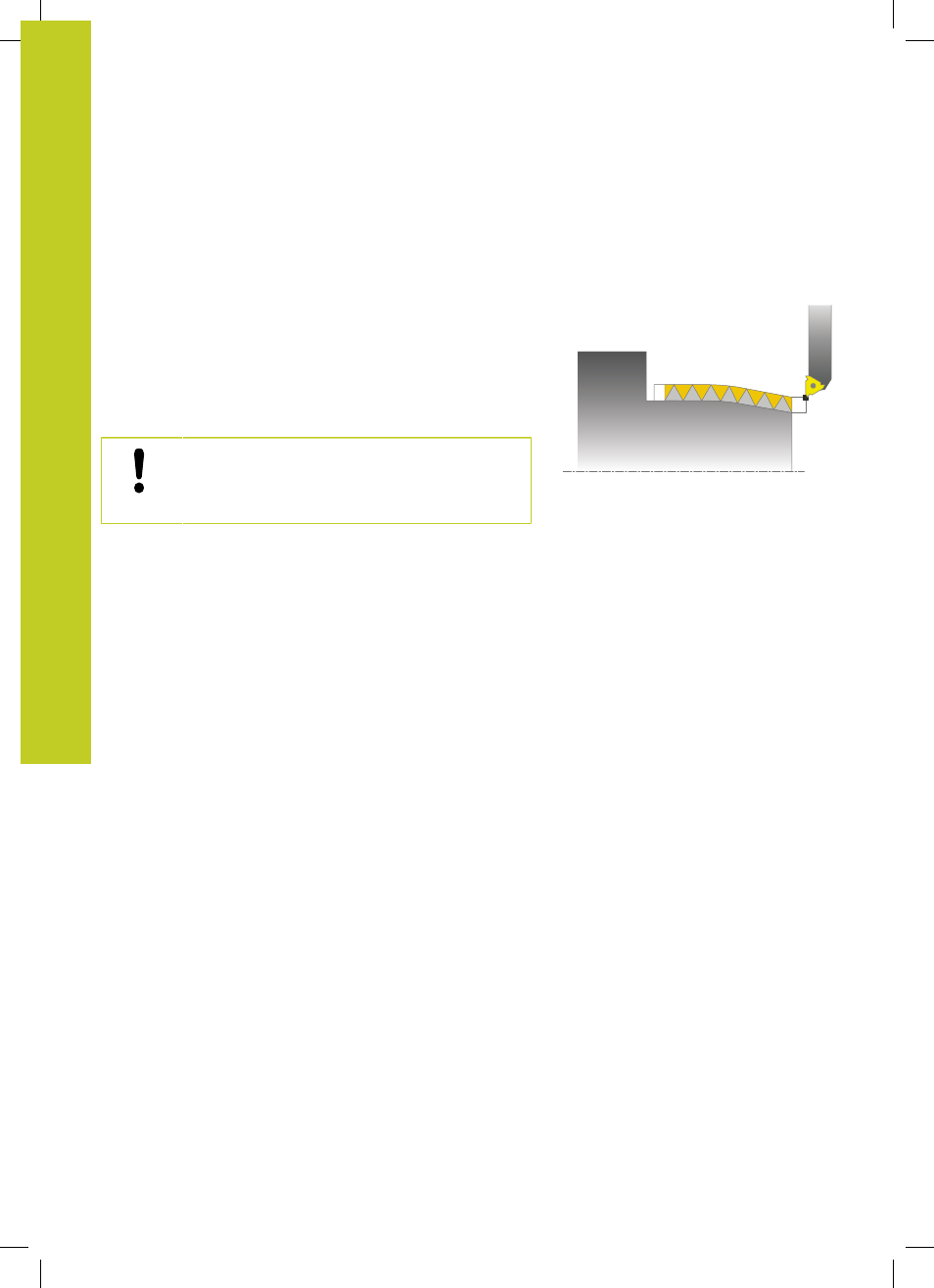
13.30 ROSCA PARALELA AL CONTORNO
(Ciclo 830, DIN/ISO: G830)
13
386
TNC 640 | Modo de Empleoprogramación de ciclos | 12/2013
13.30 ROSCA PARALELA AL CONTORNO
(Ciclo 830, DIN/ISO: G830)
Aplicación
Con este ciclo se pueden tornear roscas de cualquier forma tanto
longitudinal y plano.
Con el ciclo se pueden realizar roscas de uno o varios pasos.
Si en el ciclo no se introduce ninguna profundidad de rosca, el ciclo
utiliza una profundidad de rosca normalizada.
El ciclo se puede utilizar para el mecanizado de interiores y de
exteriores.
El ciclo 830 realiza el rebosamiento
Q466 después
del contorno programado. Tener en cuenta el espacio
disponible.
Desarrollo del ciclo
El TNC utiliza la posición de herramienta en la llamada del ciclo
como punto inicial de ciclo.
1 El TNC posiciona la herramienta en marcha rápida a la distancia
de seguridad delante la rosca y realiza un movimiento de
aproximación.
2 El TNC realiza un corte de rosca paralelo al contorno de rosca
definido. Con ello, el TNC sincroniza el avance y las revoluciones
de manera que se obtiene el paso definido.
3 El TNC retira la herramienta en marcha rápida según la distancia
de seguridad.
4 El TNC posiciona la herramienta al principio de corte en marcha
rápida.
5 El TNC realiza un movimiento de aproximación. Las
aproximaciones se realizan según el ángulo de aproximación
Q467 .
6 El TNC repite este proceso (2 a 5) hasta que se ha alcanzado la
profundidad de rosca.
7 El TNC realiza el número de cortes en vacío definido en
Q476.
8 El TNC repite este proceso (2 a 7) según el número de pasos
Q475.
9 El TNC posiciona la herramienta al punto inicial del ciclo en
marcha rápida.