HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 59
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
33
3
.1 Pr
ogr
amació
n y ej
ecu
c
ió
n d
e
mecan
izados sencillo
s
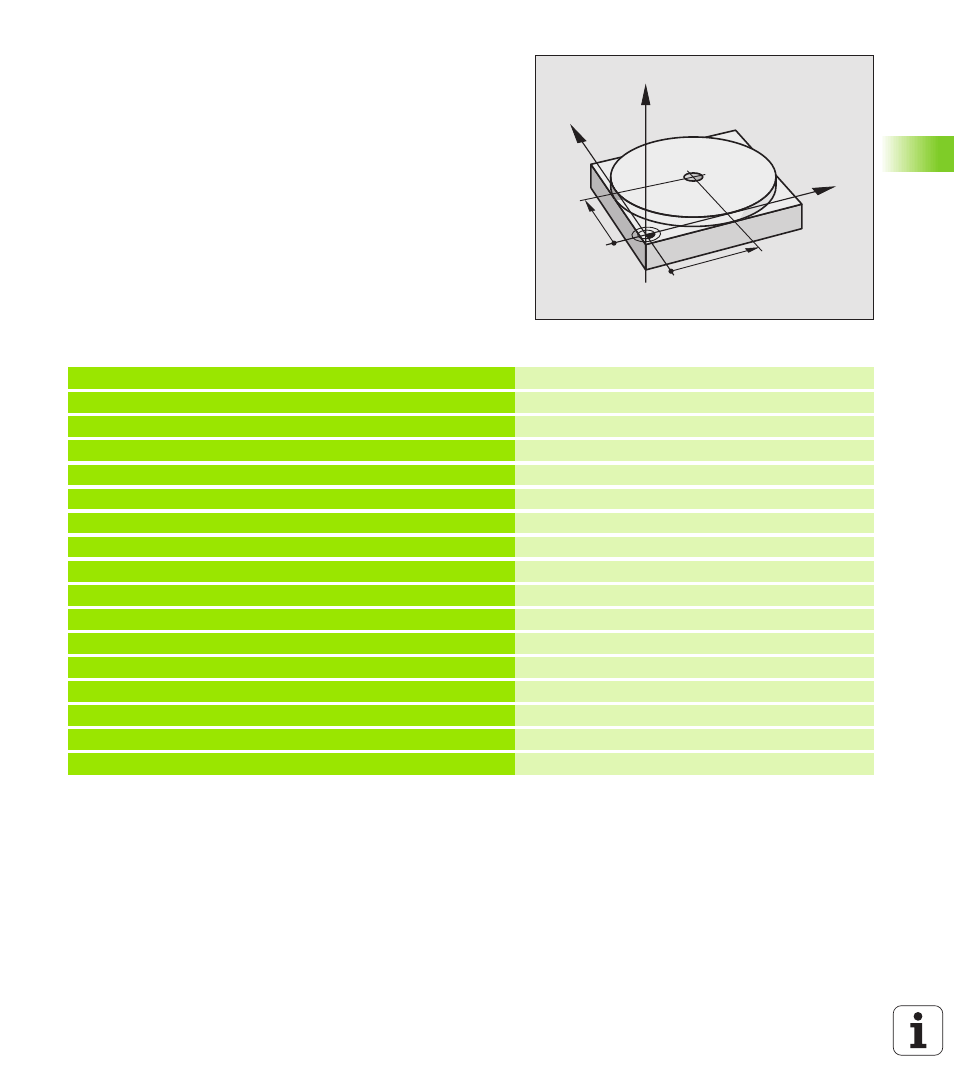
Ejemplo 1
En una pieza se quiere realizar un taladro de 20 mm. Después de
sujetar la pieza, centrarla y fijar el punto de referencia, se puede
programar y ejecutar el taladro con unas pocas lineas de
programación.
Se posiciona primero la hta. con frases lineales sobre la pieza y a
continuación a una distancia de seguridad de 5 mm sobre el taladro. A
continuación se realiza el taladro con el ciclo G83 Taladrado en
profundidad.
Función de recta G00 (véase „Recta en marcha rápida G00 Recta con
avance G01 F. . .” en página 127), ciclo G83 Taladrado en profundidad
(véase „TALADRAR EN PROFUNDIDAD (ciclo G83)” en página 186).
Y
X
Z
50
50
%$MDI G71 *
N10 G99 T1 L+0 R+5 *
Definir la hta.: Herramienta cero, radio 5
N20 T1 G17 S2000 *
Llamada a la hta.: Eje de la herramienta Z,
Revoluciones del cabezal 2000 rpm
N30 G00 G40 G90 Z+200 *
Retirar la hta. (marcha rápida)
N40 X+50 Y+50 M3 *
Posicionar la hta. en m. rápida sobre el taladro,
cabezal conectado
N50 G01 Z+2 F2000 *
Posicionar la hta. a 2 mm sobre el taladro
N60 G83
Definición del ciclo G83 Taladrado en profundidad
P01 +2
Distancia de seguridad de la hta. sobre el taladro
P02 -20
Profundidad del taladro (signo=sentido mecaniz.)
P03 +10
Profundidad de pasada antes de retirar la hta.
P04 0,5
Tiempo de espera en segundos en la base del taladro
P05 250 *
Avance
N70 G79 *
Llamada al ciclo G83 Taladrado en profundidad
N80 G00 G40 Z+200 M2 *
Retirar la herramienta
N99999 %$MDI G71 *
Final del programa