Desbastar (ciclo g122), G122 desbaste (totalmente necesario) – HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 301
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
275
8
.7 C
ic
los
SL
gr
up
o I
I (
e
x
c
e
pt
o
TNC
41
0
)
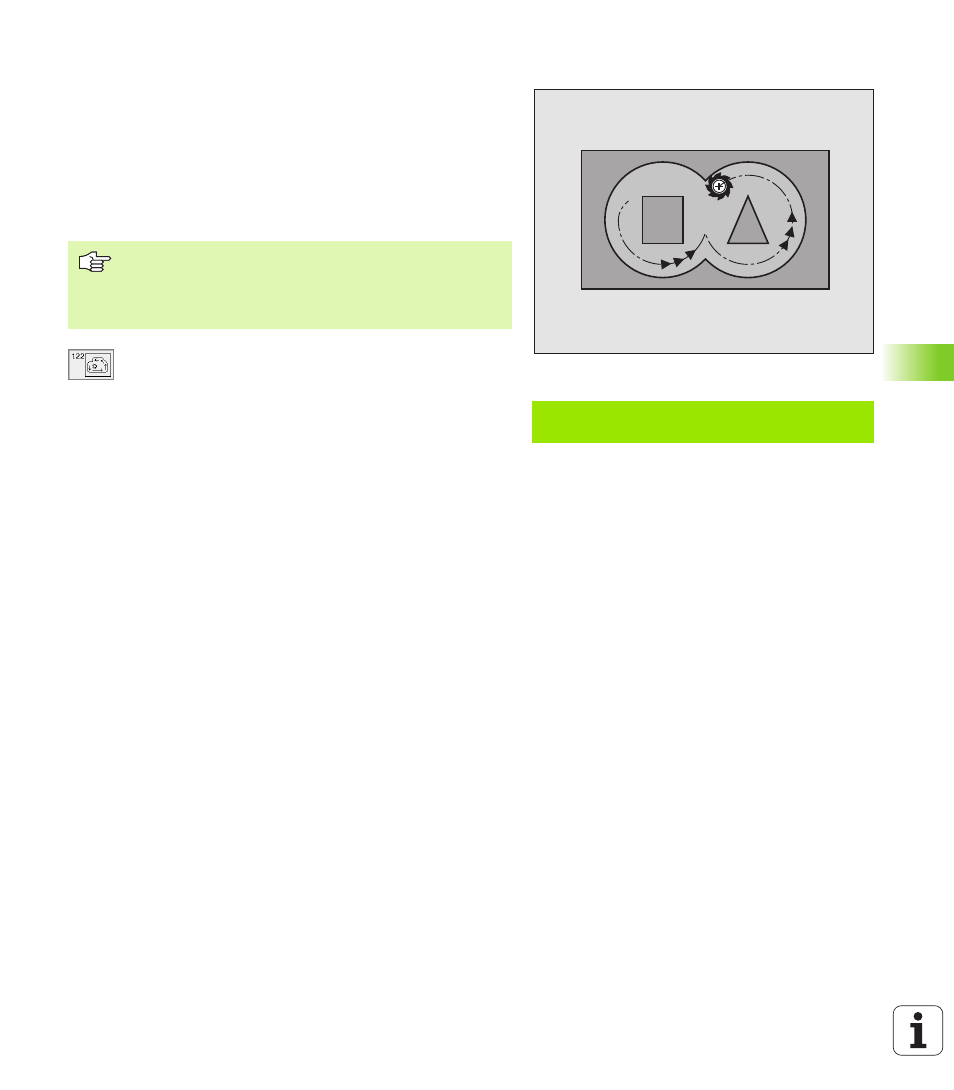
DESBASTAR (ciclo G122)
1
El TNC posiciona la hta. sobre el punto de profundización; para ello
se tiene en cuenta la sobremedida de acabado lateral
2
En la primera profundidad de pasada la hta. fresa el contorno de
dentro hacia afuera con el avance de fresado Q12
3
Para ello se fresa libremente el contorno de la isla (aquí: C/D) con
una aproximación al contorno de la cajera (aquí: A/B)
4
A continuación se realiza el acabado de la cajera y la hta. se retira
a la altura de seguridad
U
U
U
U
Profundidad de pasada
Q10 (valor incremental):
Medida, según la cual la hta. penetra cada vez en la
pieza
U
U
U
U
Avance al profundizar
Q11: avance de
profundización en mm/min
U
U
U
U
Avance de desbaste
Q12: Avance de fresado en mm/
min
U
U
U
U
Nº de hta. para desbaste previo
Q18: Número de
la herramienta con la cual se ha realizado el desbaste
previo. Si no se ha realizado el desbaste previo se
programa „0“; si se programa un número, el TNC sólo
desbasta la parte que no se ha podido mecanizar con
la hta. de desbaste previo.
Si después no se ha alcanzado lateralmente el
margen del desbaste, la hta. profundiza de forma
oscilante; para ello se define en la tabla de htas.
TOOL.T la longitud de la cuchilla LCTUS y el
máximo(véase „Datos de la herramienta”, página 99)
ángulo de profundización ANGLE de la hta. Si es
preciso el TNC emite un aviso de error
U
U
U
U
Avance de oscilación
Q19: Avance oscilante en mm/
min
Ejemplo:Frase NC
N57 G120 Q10=+5 Q11=100 Q12=350 Q18=1
Q19=150 *
C
D
A
B
Antes de la programación debe tenerse en cuenta
Si es preciso se utiliza una fresa con dentado frontal
cortante en el centro (DIN 844), o pretaladrado con el ciclo
G121
.