HEIDENHAIN TNC 410 ISO Programming Manual del usuario
Página 185
TNC 410, TNC 426, TNC 430 de HEIDENHAIN
159
7.4 F
u
ncion
es au
xiliar
es par
a el compo
rtamient
o
en tr
a
y
ect
o
ria
Mecanizado completo de esquinas abiertas del
contorno: M98
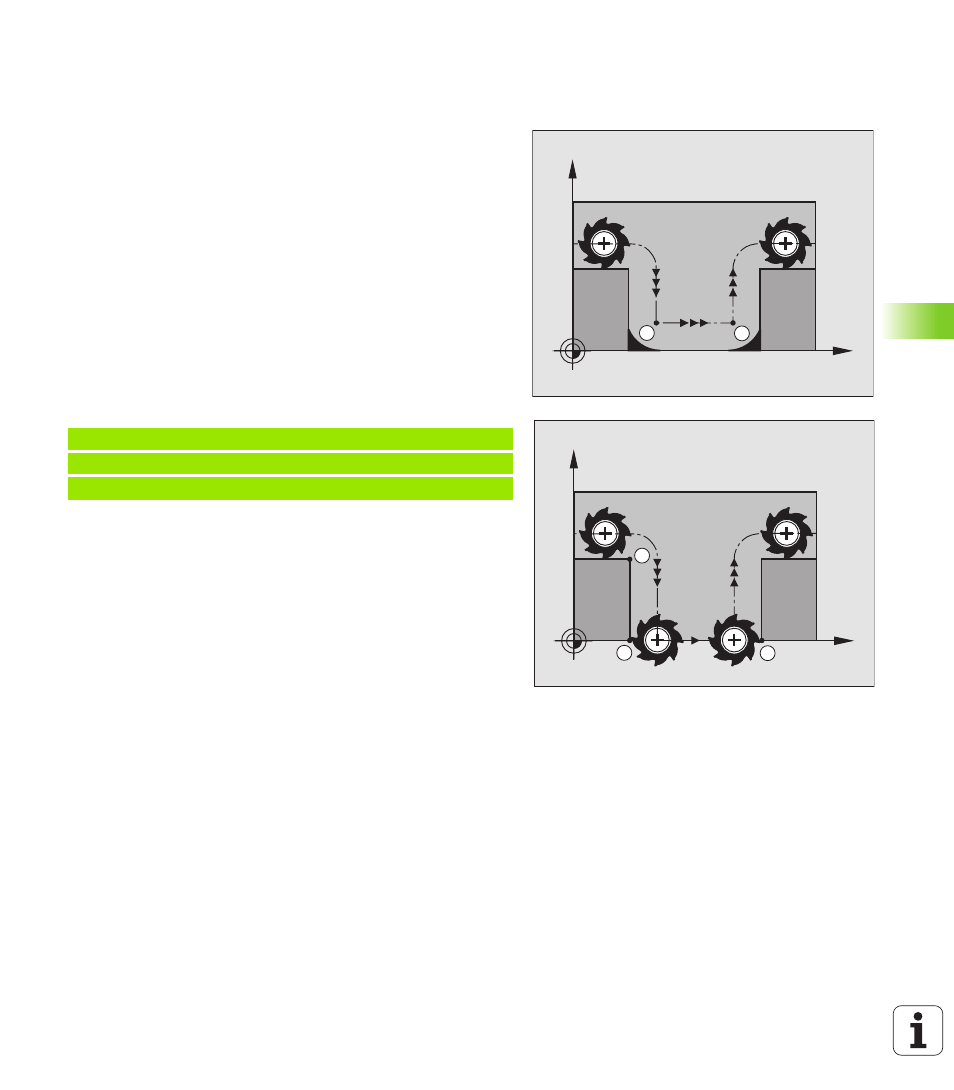
Comportamiento standard
El TNC calcula en las esquinas interiores el punto de intersección de
las trayectorias de fresado y desplaza la hta. a partir de dicho punto en
una nueva dirección.
Cuando el contorno está abierto en las esquinas el mecanizado es
incompleto:
Comportamiento con M98
Con la función auxiliar M98 el TNC desplaza la herramienta hasta que
cada punto del contorno esté realmente mecanizado:
Activación
M98 sólo actúa en las frases de programa en las que está programada.
M98 actúa al final de la frase.
Ejemplo de frases NC
Sobrepasar sucesivamente los puntos 10, 11 y 12 del contorno:
Factor de avance para movimientos de
profundización: M103
Comportamiento standard
El TNC desplaza la herramienta con el último avance programado
independientemente de la dirección de desplazamiento.
Comportamiento con M103
El TNC reduce el avance cuando la herramienta se desplaza en la
dirección negativa del eje de la hta. El avance al insertar FZMAX se
calcula a partir del último avance programado FPROG y un factor F%:
FZMAX = FPROG x F%
Introducción de M103
Cuando se introduce M103 en una frase de posicionamiento, el
diálogo del TNC pregunta por el factor F.
Activación
M103 actúa al principio de la frase.
M103 se anula programado de nuevo M103 pero sin factor
N100 G01 G41 X ... Y... F ... *
N110 X... G91 Y... M98 *
N120 X+ ... *
X
Y
S
S
X
Y
11
12
10